To withstand the harsh conditions and potential safety risks encountered in urea agricultural applications and other severe-service processes, special consideration must be given to valve construction, performance and installation
Severe-service valves (SSVs) are specially designed and manufactured for critical applications in which the potential consequences of valve failure include serious and costly risk to life, plant operation and property. SSVs are typically exposed to relatively high pressures and temperatures, as well as corrosive or lethal media.

FIGURE 1. Urea manufacturing requires that all equipment, including valves, be able to handle severe conditions and exposure to harsh media
A significant chemical industry application for SSVs is the production of urea (Figure 1). Globally, over 90% of the urea produced is used as an economical form of nitrogen fertilizer for agriculture (Figure 2). With the world’s estimated population of eight billion people and growing, global demand for food, and therefore fertilizer, is strong and resistant to economic cycles. According to Expert Market Research (EMR), the global market for urea in 2020 was 187.8 million metric tons. By 2026, that number is expected to grow 12.61%, to 211.5 million metric tons.

FIGURE 2. Granular urea fertilizers are widely used across the globe and their demand is expect to grow considerably in the next five years
Another application for urea is the reduction of air pollution from diesel engines, which run at high temperatures and produce high concentrations of nitric oxide. Urea tanks are now standard equipment in many new diesel trucks, buses and cars.
Urea synthesis
Urea is produced by the reaction of ammonia and carbon dioxide typically at high pressure (140 bars; 2,031 psi) and temperature (183°C; 362°F). There are different processes that have been developed to synthesize urea. One of those involves a urea reactor, stripper, high-pressure carbamate condenser and high-pressure off-gas scrubber (Figure 3). In the reactor, CO2 and NH3 are partially converted into urea and water. The stripper separates the residual CO2 from the NH3, which is further processed through the high-pressure carbamate condenser. The scrubber separates residual inert gases, such as oxygen and nitrogen. Note that ammonium carbamate, an intermediate product, is highly corrosive.

FIGURE 3. Typical urea-synthesis processes involve reacting ammonia and carbon dioxide, followed by a stripping step, carbamate condenser and scrubbing
Severe-service metallurgy
When specifying severe-service valves for urea service, the most important aspect to understand is the uniqueness of the required metallurgy. These processes generally function best when the oxygen content is kept to a minimum, yet many alloys require oxygen to be present in order to form and maintain corrosion-resistant surfaces. Over the years, there has been an evolution of alloys that were selected by the urea industry for their ability to function in these processes at increasingly lower levels of oxygen. Early on, austenitic stainless-steel alloys, such as 316L-Urea Grade (316L-UG or UNS S31603), 316L LN (UNS S31653 or EN 1.4429) and 25-22-2 (UNS S31050), were used with varying degrees of success. However, as even lower levels of process oxygen became more vital, Duplex (DSS) and Super Duplex (SDSS) stainless steels were introduced, which permitted almost zero oxygen to be present while providing greater strength. Depending on the age of the facility, process conditions and the licensor of the specific process, alloy selection may vary. It is critical for valve manufacturers providing urea service valves to strictly adhere to the rigorous alloy standards required. To avoid problems, it is best for end users to clearly identify and document the requirements for materials, procurement and inspection.
The International Molybdenum Association (IMOA; London, U.K.; www.imoa.info) provides some of the following practical guidance and useful background on DSS [1]:
- DSS alloys have a two-phase microstructure comprised of grains of ferritic and austenitic stainless steel. Figure 4 shows the yellow austenitic phase as “islands” surrounded by the blue ferritic phase
- When DSS is melted, it solidifies from the liquid phase to a completely ferritic structure
- As the duplex material cools to room temperature, about half of the ferritic grains transform to austenitic grains (‘islands’). The result is a microstructure of roughly 50% austenite and 50% ferrite
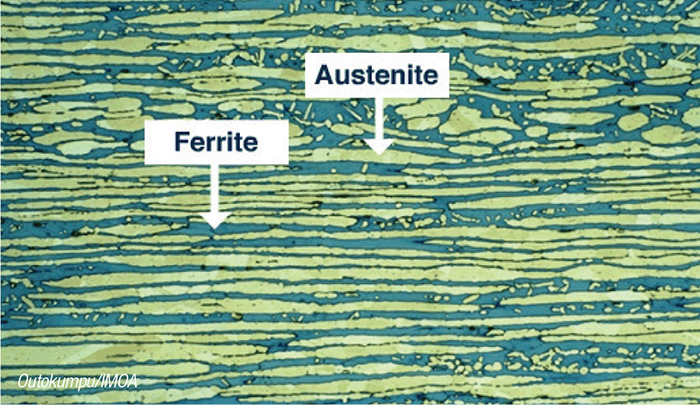
FIGURE 4. This electron microscope image of Duplex stainless steel shows the two-phase microstructure of austenite and ferrite grains
Due to their high strength (around twice that of typical austenitic or ferritic stainless steels), improved corrosion resistance and weldability, DSS alloys are ideal for valves in urea applications and other severe-service processes. These alloys are strong enough to handle pressures in the range of 1,500 to 2,500 psi. Valves for urea service must facilitate self-washing flow and provide no cavities where the build-up of precipitants can occur. DSS and SDSS alloys are also used in piping and tubing because of their strength and corrosion resistance.
These chromium-nickel-molybdenum (Cr-Ni-Mo) alloys contain high chrome content, as well as varying nickel, molybdenum, manganese and other alloying element additives. The Huey test (ASTM A262, Practice C), developed by ASTM International (West Conshohocken, Pa.; www.astm.org), is used extensively to confirm the ability of alloys to withstand the type of corrosion present in urea processes, and the chromium-molybdenum ratio is a reasonable (but not perfect) predictor of likely Huey test performance. The pitting resistance equivalent number (PREN) is another useful measure of corrosion resistance usually relative to corrosion pitting temperature (CPT) and corrosion cracking temperature (CCT), as measured by the Streicher test (ASTM A262, Practice B). PREN typically increases with the chromium, molybdenum and nitrogen content of the alloy. For 316L stainless steel, the PREN is 25. For a typical DSS, the PREN is around 36. For SDSS with chrome content of 25% and more, the PREN can exceed 40. Lastly, the ferrite content of these alloys is generally controlled, and in addition to the Huey test, such test data are often required on certified material test reports for urea alloys.
DSS and SDSS alloys are very expensive to develop and manufacture (Figure 5). One helpful analogy would be custom pharmaceuticals. Some original equipment suppliers to urea plants have secured access to custom alloys developed by licensors and their materials organizations. Other common high alloys used in the manufacture of urea service valves are Ferralium 255, 310 MoLN, Duplex F51, SAF 2507, Super Duplex F53, Zeron 100 and titanium.

FIGURE 5. Duplex stainless steel (DSS) is created in a foundry. Because DSS is a high-performance specialty material, it can be expensive to produce
Research and development activities related to advancing SDSS alloys’ performance are ongoing in industry. Recent product innovations include: the Safurex and Safurex Star grades (developed by Stamicarbon and Sandvik); Uremium29 (developed by Casale and Tubacex); and DP28W (developed by Toyo and Sumitomo).
In most instances, the design of urea service valves is uniquely driven by the requirements of the process and the behavior of the chemicals involved. However, valves should conform to the B16.34 standard developed by the American Society of Mechanical Engineers (ASME; New York, N.Y.; www.asme.org) and all other applicable quality/engineering standards from international orgnaizations, such as: ASME; Canadian Registration Number (CRN) certification; European Conformity (CE) certification; International Organization for Standardization (ISO); the German institute for standardization (DIN); and the Pressure Equipment Directive (PED).
From a production standpoint, compared with other alloys, machining DSS and SDSS takes more time in terms of feeds and speeds. These alloys may be welded, but they require close attention to interpass temperature (200 to 300°F maximum). Care must be taken to limit bead thickness. Good welding metallurgy must maintain the proper balance between the austenite and ferrite phases. This can be negatively affected by cooling too quickly, having high ferrite content in the weld metal and having inadequate shielding and purging gas. A proper, open-joint design is necessary. Preheating should be limited to less than 100°F. Major processes may be used, such as shielded metal-arc welding (SMAW), tungsten inert-gas welding (GTAW), gas metal-arc welding (GMAW) and submerged-arc welding (SAW). Standard helium-leak testing must be performed.
Valves for urea handling
Due to the relative high cost of DSS and SDSS alloyed valves, piping and tubing, as well as the complexity and high cost of welding, it is wise to specify long-lifecycle valves that are easily accessible for maintenance, repairs and renewal.

FIGURE 6. This ball valve is configured with top-entry accessibility and in-line renewabilility, both of which are useful in urea service
When using such inline renewable valves (Figure 6) in urea service, the troubleshooting and repair process is much simpler, faster and more economical. Once the valve is repaired, no welding is required to return it to service. Thus, inline valve renewability often results in enormous savings in downtime, labor and materials. Such valves are available in many configurations, including ball, globe, check and gate valves. The following are some additional general considerations for specifying valves in urea service applications:
- Understand the challenges of the application as it relates to the valve capabilities, the process flow conditions, corrosive media and the valve mode of operation (manual, gear, motor, pneumatic and so on).
- Recognize and adhere to applicable national and regional codes and standards, in addition to any site-specific requirements.
- Know where in the plant or process the valve is to be installed and the degree of need for specialty material. Note that not all applications will require specialty materials. Understanding such requirements will help to avoid unnecessary additional costs associated with specialty materials.
- Acknowledge that urea-handling processes are severe-service applications that are subject to corrosive media and high pressures. The nature of urea applications can lead to the need for repair, so valves should be easily maintainable, preferably in-line. Replacement parts should be easy to order with prompt delivery. Repair should not be complicated.
- There needs to be flexibility in valve design when replacing older valves (for instance, matching face-to-face dimensions that are proprietary or not to current standards).
- Confirm and verify the materials being supplied via certified material-test reports and required inspections from accredited bodies.
- Urea facilities are not identical to each other, but there is some commonality. Being able to apply lessons learned from one site at another can be helpful.
- Make sure that your valve source provides excellent customer support, providing timely and professional advice, testing and service.
- Stay informed about best practices in SSVs in order to make the wisest possible SSV specification choices possible.
Reference
1. IMOA, “Practical Guidelines for the Fabrication of Duplex Stainless Steels,” 3rd Edition, 2014.
Authors
 Don Bowers is the vice president of Conval Inc. (96 Phoenix Avenue, Enfield, CT 06082; Email: [email protected], Phone: 860-749-0761; Website: www.conval.com), a manufacturer of severe-service valves for demanding industrial applications. Bowers’ experience and knowledge base spans almost four decades in the thermal-power and severe-service valve industry. His career has included positions at Graver Energy Systems, Bechtel Power, Crane, Velan, Weir and Conval. He is a member of ASME; chairman of ASME Standards Committee IX; a member of the ASME SCIX’s Subgroup General Requirements and Subgroup Welding Qualifications; and past chairman and member of the National Board Inspection Code’s Subcommittee on Overpressure Protection (NBIC-SCOP). He also serves on the Valve Manufacturers Association’s Valve Magazine Editorial Review Board.
Don Bowers is the vice president of Conval Inc. (96 Phoenix Avenue, Enfield, CT 06082; Email: [email protected], Phone: 860-749-0761; Website: www.conval.com), a manufacturer of severe-service valves for demanding industrial applications. Bowers’ experience and knowledge base spans almost four decades in the thermal-power and severe-service valve industry. His career has included positions at Graver Energy Systems, Bechtel Power, Crane, Velan, Weir and Conval. He is a member of ASME; chairman of ASME Standards Committee IX; a member of the ASME SCIX’s Subgroup General Requirements and Subgroup Welding Qualifications; and past chairman and member of the National Board Inspection Code’s Subcommittee on Overpressure Protection (NBIC-SCOP). He also serves on the Valve Manufacturers Association’s Valve Magazine Editorial Review Board.
 Jennifer Jones is the urea industry market lead at Armour Valve Ltd. (126 Milner Avenue, Toronto, Ont., Canada M1S 3R2, Email: [email protected], Phone: 416-299-0780, Website: www.armourvalve.com), a Canadian provider of industrial valves, specialty equipment and support services to industrial users. Jones is a Professional Engineer with over 20 years of experience in technical sales. She started her career in Armour Valve’s Inside Sales department, which gave her an understanding of the technical and commercial factors that that impact product selection. In her current role as strategic accounts & pricing manager and as Armour Valve’s market lead for the fertilizer industry, she works with end users, consultants and manufacturers to provide optimal solutions for critical applications.
Jennifer Jones is the urea industry market lead at Armour Valve Ltd. (126 Milner Avenue, Toronto, Ont., Canada M1S 3R2, Email: [email protected], Phone: 416-299-0780, Website: www.armourvalve.com), a Canadian provider of industrial valves, specialty equipment and support services to industrial users. Jones is a Professional Engineer with over 20 years of experience in technical sales. She started her career in Armour Valve’s Inside Sales department, which gave her an understanding of the technical and commercial factors that that impact product selection. In her current role as strategic accounts & pricing manager and as Armour Valve’s market lead for the fertilizer industry, she works with end users, consultants and manufacturers to provide optimal solutions for critical applications.
Further reading on chemengonline.com
1. Waters, R., Selection of Severe Service Valves, Chem. Eng., June 2017.
2. Khiani, G., Valves: Emissions Standards and Current Practices, Chem. Eng., October 2017.
3. Intratec Solutions, Technology Profile: Urea Production from Ammonia via a Self-Stripping Process, Chem. Eng., July 2017.
4. Herrera, R., Valve-Selection Best Practices, Chem. Eng., July 2015.
5. LePree, J., Increasing the Reliability of Valves Through Design, Chem. Eng., August 2019.