This article is the first in a two-part series, in which the types of process vacuum equipment (steam ejector systems and mechanical vacuum pumps) are discussed.1 Emphasis is given on how they are constructed and operate, and how to design associated parts of the systems (such as foundations, suction piping, discharge piping, and so on), to ensure safe operation.
Many unit operations — including distillation, evaporation, drying, crystallization, filtration, and others — are often conducted under vacuum conditions. To achieve the desired vacuum, the following three process- vacuum systems can be used:
• Steam ejector systems
• Mechanical vacuum pumps
• Integrated vacuum systems (which combine steam ejectors and mechanical vacuum pumps)
Available capacities and operating ranges for vacuum pumps and vacuum pumping systems that are most often used in process operations throughout the chemical process industries (CPI) are listed in the Table on p. 60 [ 1].
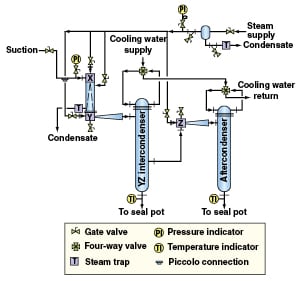
FIGURE 1. Shown here is a schematic of a three-stage steam ejector system with inter-condensers (Reprinted with permission from Ref. 1)
This article reviews the hazards associated with steam ejector systems and mechanical vacuum pumps, and recommends design and operating practices that can be taken to prevent or mitigate these dangers.
Steam ejector systems
Steam ejector systems are generally categorized into one of four basic types: single-stage, multi-stage non-condensing, multi-stage condensing, and multi-stage with both condensing and non-condensing stages.
For many years, steam ejector systems dominated process applications thanks to their simplicity, low purchase cost, good reliability and their ability to be designed for very large capacities (in excess of 1,000,000 acfm) and be operated at very low pressures in the micron range (for instance, six-stage units are routinely designed for suction pressures in the range of 3–10 microns). They also are available in a variety of materials of construction.
Steam ejector systems are ideal for wet-vacuum and highly corrosive applications. As a result, they are still being used instead of mechanical vacuum pumps in applications that require a reliable vacuum system that can tolerate corrosive chemicals, liquid slugs and solids carryover.
Safety considerations.In general, there are very few safety problems associated with the operation of steam ejector vacuum systems. However, one safety issue associated with their design is the potential for back-streaming of steam into the process equipment.
For instance, steam ejectors normally use a “steam bleed” to control the suction pressure. If the process contains a water-reactive chemical (such as acetic anhydride), a steam bleed is not acceptable. If the ejector should “backfire,” this will push steam back into the process and could result in a possibly violent reaction, which could overpressure the system.
To avoid this problem, a nitrogen bleed can be used to control the suction pressure. If the jet should back fire, nitrogen will prevent the steam from reaching the process. However, using nitrogen to control an existing multi-stage ejector may not be technically feasible. If nitrogen is to be used to control a multi-stage jet, the user must indicate this when writing the performance and equipment specifications for the steam ejector.
Using nitrogen to control the suction pressure of the first stage — that which is closest to the process — will affect the design of subsequent stages, and using nitrogen to control suction pressure can significantly affect the design of the inter-condensers. If the back flow of steam or water into the process equipment from the ejector system can cause a serious safety or quality problem, then a liquid separator (a so-called “knockout pot”) may be installed between the ejector system and the process equipment.
Another possible safety problem may result from the loss of the inter-condenser cooling medium (usually water), which could lead to overpressure of the system.
In instances where suction gases, or materials entrained in the suction gases, might freeze inside the ejector, ejectors with external heating jackets can be specified.
Instrumentation. It is good engineering practice to provide adequate instrumentation to monitor and control the operation of the steam ejector system. The following instrumentation items are recommended for monitoring and controlling the vacuum system, and to support troubleshooting efforts:
• Control system for controlling the steam bleed to maintain the desired vacuum level
• Pressure gage on the main steam- supply line
• Steam pressure gage on each ejector
• Suction pressure gage on the inlet to each ejector
• Vacuum gage to monitor absolute pressure at the process vessel
• A flowmeter to monitor the water flow to each inter-condenser
• Temperature gages on the inlet and outlet water lines to and from each shell-and-tube inter-condenser
• Temperature indicator in the barometric leg from each barometric condenser
| Table 1. Capacity and operating range for vacuum pumps and vacuum pumping systems commonly used in process applications | |||
| Type | Blind or base pressure | Lower limit for process applications | Single unit capacity range, ft3/min |
| Single ejectors | |||
| One stage | 50 torr | 75 torr | 10–1,000,000 |
| Two stages | 4 torr | 10 torr | |
| Three stages | 800 micron* | 1.5 torr | |
| Four stages | 100 micron | 250 micron | |
| Five stages | 10 micron | 50 micron | |
| Six stages | 1 micron | 3 micron | |
| Liquid-ring pumps | |||
| 60°F water-sealed: | |||
| One stage | 50 torr | 75 torr | 3–18,000 |
| Two stages | 20 torr | 40 torr | |
| Oil-sealed | 4 torr | 10 torr | |
| Air ejector first stage | 2 torr | 10 torr | |
| Rotary-piston pumps | |||
| One stage | 5 micron | 100 micron | 3–800 |
| Two stages | 0.001 micron | 10 micron | |
| Rotary-vane pumps | |||
| Operated as a dry compressor | 20 torr | 50 torr | 20–6,000 |
| Oil-sealed, rough-vacuum pump | 0.5 torr | 20 torr | 50–800 |
| Oil-sealed, high-vacuum pump: | |||
| One stage | 5 micron | 100 micron | 3–150 |
| Two stages | 0.001 micron | 10 micron | |
| Rotary-lobe blowers: | |||
| One stage | 100 torr** | 300 torr | 30–30,000 |
| Two stages | 10 torr** | 60 torr | |
| Integrated pumping systems | |||
| Ejector-liquid ring pump | 1 micron | 3 micron | 100–100,000 |
| Rotary-blower, liquid-ring pump | 1.0 torr | 5 torr | 100–10,000 |
| Rotary-blower, rotary-piston pump | 0.1 micron | 0.10 torr*** | 100–30,000 |
| Rotary-blower, rotary-vane pump | 20 micron | 200 micron**** | 100–30,000 |
| * 1.0 micron = 0.001 torr **Based on intercooled design that uses gas admitted to a trapped discharge pocket to cool the blower ***Based on using a two-stage, rotary-piston pump as the backing pump ****Based on a two-stage, rough-vacuum, rotary-vane design that exhibits a base pressure of approximately 0.5 torr | |||
| Source: Ref. 1 | |||
Mechanical vacuum pumps
Design options. Mechanical vacuum pumps usually are classified as either wet pumps or dry pumps. The following lists show which mechanical vacuum pumps are wet and which are dry [ 2]:
Wet pumps:
• Oil-sealed rotary vane (single- and dual-stage)
• Oil-sealed rotary piston
• Liquid ring
Dry pumps:
• Rotary claw
• Rotary lobe (Roots)
• Rotary scroll
• Rotary screw
• Rotary vane
• Rotary piston
• Diaphragm
Oil-sealed vacuum pumps.Both rotary-vane and rotary-piston vacuum pumps rely on oil for the following functions:
• To seal the internal clearances between rotary components and housing to reduce gas slippage
• To transfer the heat of gas compression away from wear surfaces
• To lubricate the rotary internals
• To flush away moisture
• To inhibit corrosion of internal parts
During operation, an oil-sealed pump compresses the gas to a pressure that is slightly higher than atmospheric to expel it through the exhaust valve. At this pressure, and at an operating temperature of 70–100°C, active gases readily attack pump bearings, seal materials and the oil. The selection of an appropriate oil for the application is critical for good pump maintenance.
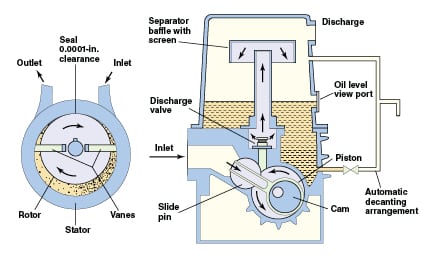
FIGURE 2. Shown here is a schematic of the internals of a rotary-vane vacuum pump (left) and a rotary-piston vacuum pump (right) (Reprinted with permission from Ref. 1)
This dependency on the oil for internal lubrication is a limiting factor in the use of these types of pumps in the CPI. The integrity of the oil must be maintained to avoid internal damage that could cause contaminant buildup. Particulates in the oil must be filtered out ahead of the vacuum pump, and water or solvent vapors must either be removed ahead of the pump by using pre-condensers, or prevented from condensing within the pump by the use of gas ballasting (air stripping) or oil distillation.
For oil-sealed, rotary-vane vacuum pumps, a variety of oils are available, each with very different properties. The sealing oil used in such pumps that are destined for chemical service has several additional requirements. For instance, it must:
• Be inert to chemical attack by acids, bases, halogens and halogen- induced aging)
• Be resistant to strong oxidants such as oxygen, chlorine and fluorine
• Possess good solvent power for problematic, mostly organic constituents of pumped media, such as oligomers, polymers, resins, crystalline decomposition or reaction products
Both oil-sealed, rotary-vane and piston vacuum pumps need periodic oil changes. The chief purpose of changing of the oil is to remove particles that either originate from aging of the oil or particles that are generated by the process (such as dust, decomposition products, and other contaminants).
When either an oil-sealed rotary-vane or rotary-piston vacuum pump is improperly installed a hazardous condition can result. The following installation practices will minimize potential problems with these types of oil-sealed vacuum pumps [ 1]:
Foundations. The foundation design will depend on the type and size of the oil-sealed pump. If the pump is inherently balanced, it can be mounted on any floor that is able to support the weight of the pump. However, pumps that are partially balanced, should be installed with vibration mounts or matting between the base and the floor. If the pump is not balanced, the base should be securely fastened to a concrete foundation with anchor bolts and grouting. The pump manufacturer should be consulted when designing the pump foundation. It is always good engineering practice to install flexible, bellows-type connectors in the suction and discharge piping; these can help to isolate the rest of the system from pump vibration.
Suction piping. Certain precautions must be taken when installing the suction piping for an oil-sealed vacuum pump. Care must be taken to prevent any backstreaming of pump oil into the process vessel and to prevent process liquids and solids from reaching the pump. Backstreaming of oil is especially significant with larger pumps. Baffles and traps are frequently installed in the suction line to prevent this from happening.
Cold traps, knockout pots, wet scrubbers, and bag filters are some of the devices used to protect the pump from liquids and particulates in the suction stream. The degree of protection necessary will depend on the process application. If the upstream knockout pot is not continuously drained, a high-level sensor should be installed to automatically stop the pump or close an isolation valve to prevent any overflow from the knockout pot from reaching the pump.
Oil-sealed vacuum pumps must be protected from flooding if the oil flow does not automatically stop when the pump is shut down. To prevent flooding, a valve can be installed in the suction line to admit air or nitrogen to break the vacuum when the pump stops. This prevents the siphoning of oil from the reservoir when the oil is not being discharged from the pump by the normal pumping action. A zero-speed switch or solenoid valve is used to actuate the air or nitrogen bleed and close the isolation valve. Closing the isolation valve allows the process to remain under vacuum and allows the vacuum in the pump to be broken more quickly.
Flooding may be avoided with some oil-sealed pumps by sealing the discharge line using a barometric leg or a discharge check valve. This allows the system to pull a vacuum on the oil reservoir so that oil siphoning stops. A check valve or knockout pot must be installed in the suction line to prevent reverse flow from carrying oil into the process vessel. A knockout pot is recommended for critical applications where carryover of oil into the process vessel might result in a fire or explosion.
Discharge piping. Condensable vapors that pass through an oil-sealed pump tend to condense in the discharge line. The discharge piping should slope away from the pump, and a drip-leg or knockout pot should be installed in the discharge line to prevent the backflow of condensate into the pump. Backpressure on the pump should be minimized.
Serious mechanical damage can result if the pump is operated against a closed discharge valve. Discharge valves are therefore not recommended unless the pump must discharge into a common exhaust header. If a discharge valve is required, an interlock (that ensures that the exhaust valve is open before the pump can be started) is recommended; in fact, this is a condition of the warranty for some vacuum-pump manufacturers.
A fine mist of oil drops is emitted with the exhaust gases that are discharged from an oil-sealed pump. Exhaust filters are normally installed to eliminate this oil mist. The most popular design has removable filter elements and can be mounted anywhere in the discharge line. Units are available that can remove up to 99.9% of the exhausted oil mist. Oil mist filters should not be allowed to become blocked, as hazardous over-pressures could occur. A differential pressure sensor and alarm can be installed on oil mist filters to monitor their operation and detect potential blockages.
If the oil mist is contaminated with organic compounds from the process gas, especially if they are toxic, then an activated carbon filter should be installed after the oil mist filter. The activated carbon filter will remove these contaminants by adsorption.
Pump cooling. Oil-sealed pumps must be cooled to remove the absorbed heat of compression. Both water- and air-cooled models are available. Air-cooled models should be installed in an area that will allow an ample flow of fresh air to reach the pump. The jackets on water-cooled pumps usually contain small clearances that can plug with solids. A strainer or filter should be installed in the cooling water supply line to remove any solids. A regulating valve should be installed in the cooling-water supply line to control the pump operating temperature. A high-temperature “cutout” switch is sometimes installed to protect the vacuum pump from overheating.
Movement of oil and flammable vapor droplets from oil-sealed vacuum pumps has been known to generate a static charge, which could lead to a fire or explosion [ 3]. To avoid or minimize this potential hazard, it is critical to inert the exhaust stream with nitrogen to eliminate oxygen or reduce it to below the limiting oxygen concentration (LOC).
Also, in many cases, it is prudent to use nitrogen to dilute the gas stream upstream of the pump inlet to move it out of the flammable range. It is critical that the nitrogen supply source be free of oxygen. There have been a few instances where the nitrogen supply was compromised, allowing in air that can lead to an explosion [ 3]. For pyrophoric gases, such as silane, special care must be taken to prevent air or oxygen from entering the system.
Liquid-ring vacuum pumps
Liquid-ring vacuum pumps are widely used in the CPI. They are available as single-stage (one or two impellers in parallel) or two-stage (two impellers in series) units. This type of pump does not require internal lubrication of the impellers, since they do not contact the housing. The sealant liquid, used for both sealing and cooling, can be virtually any liquid that is compatible with the process gas. For instance, water, low-viscosity oils, glycols and many process solvents such as toluene, xylene, methanol, ethanol, propanol, butanol and ethylbenzene have been used as sealants in liquid-ring pumps. Other liquids have also been used, such as ethylene glycol and propylene glycol, and even sulfuric acid.
The motor horsepower must be corrected for the sealant viscosity and density (see Reference 1, p. 273). These sealants can be recirculated in a full recovery system that includes a gas-liquid separator tank and a heat exchanger to cool the sealant liquid. Even higher vapor-pressure sealants can be used if a low-temperature coolant (such as glycol solution) is used in the heat exchanger to reduce the sealant liquid temperature. This recovery system allows process materials to be collected in the pump and either returned to the process or collected for disposal, thereby minimizing contamination of other liquids or the environment.
The most advantageous property of liquid-ring vacuum pumps is the fact that they are nearly isothermal. The liquid in the pump provides an ample heat sink for the removal of the heat of compression. This means that the temperature rise in the casing is very small. It is a function of the characteristics of the sealant fluid used, its temperature, flowrate, and of course, the process gas conditions. The resulting low internal temperatures provide improved safety, especially when compressing explosive gases and fluids.
Generally, internal temperatures in liquid-ring vacuum pumps are the lowest of most mechanical vacuum pumps. Hence, gases exit at almost the same temperature, or in some cases, at a lower temperature than they enter the vacuum pump. Further, since the gases handled are in direct contact with large amounts of sealant liquid, even if touching of internal parts (the rotor with the casing) occurs, the resulting sparks are not hot enough or of sufficient duration to cause explosions or ignition of even the most hazardous gases. This provides a significant safety advantage, especially when handling easily ignitable gas streams. The occurrence of an explosion within liquid-ring vacuum pumps handling flammable vapors is very unlikely as the sealant liquid in the pump casing acts as a hydraulic flame arrester, quenching any flame that may be generated and preventing it from propagating.
However, one of the major drawbacks of liquid-ring vacuum pumps is that they must cope with cavitation when running at low inlet pressure. If cavitation is allowed to continue over long periods of time, serious damage can be done to the pump. The amount of cavitation can be affected by the sealant liquid, sealant temperature, impeller speed, blade angle and inlet pressure. For a given pump and sealant liquid, cavitation can normally be suppressed by bleeding air (or nitrogen) into the pump inlet to raise its total pressure above the vapor pressure of the sealant at operating temperatures.
All liquid-ring pump units have auxiliary equipment such as a vapor-liquid separator, a sealant recirculation pump, a sealant cooler, and various instrumentation items, relief devices and valving.
Some advantages and disadvantages of liquid-ring pumps are summarized below:
Advantages:
• Has a simple design that uses only one rotating assembly
• Can be fabricated from any castable material
• Creates minimal noise and vibration
• Experiences little increase in the temperature of the discharged gas
• Experiences no damage from liquid or small particles in the process gas
• Enables simple maintenance and rebuilding
• Uses a relatively slow rotational speed (1,800 rpm or less), which maximizes operational life
• Can use any type of liquid for the sealant fluid in situations where co-mingling of the sealant with the process vapor is permissible
• Has no lubricating liquid in the process equipment to be contaminated
• Can accommodate both condensable and non-condensable gases while operating as both a vacuum pump and condenser
Disadvantages:
• Mixing of the condensed gas/vapor with the sealing liquid, which requires external equipment to separate them
• The risk of cavitation requires a portion of the process load to be noncondensable under operating conditions
• High power consumption requires large motors to form and maintain the liquid ring
• Achievable vacuum is limited by the vapor pressure of the sealant liquid at the operating temperature
• The power consumption of a liquid-ring pump is normally higher than that of other types of mechanical vacuum pumps
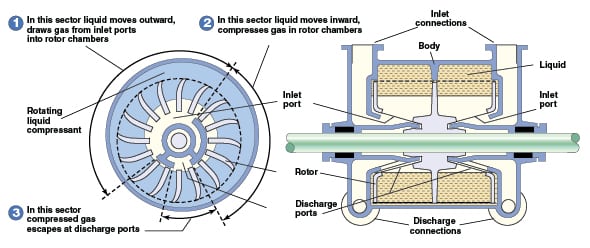
FIGURE 3. This figure shows a cross-sectional view (above) and general view of assembly (right) of a liquid-ring vacuum pump (Reprinted with permission from Ref. 1)
The proper installation of a liquid-ring vacuum pump is critical to its operation and maintenance. The following recommendations should be followed to ensure proper installation [ 1, 4]:
Foundations and pump checking .Since liquid-ring pumps do not usually create vibration problems, special foundations are not required. Pumps that are about 50 hp or above are best placed on a concrete pad. Smaller units may be mounted on existing floors and skids. On pumps of all sizes, the base should be leveled and the coupling alignment should be checked during installation. On belt-driven models, the sheaves should be aligned and the proper v-belt tensions set according to the manufacturer’s instructions. After the motor has been wired, the pump rotation must be checked to ensure that the polarity is not reversed. Do not test the polarity without liquid in the pump.
Suction piping. A check valve or a valve that closes automatically when the motor is shut down should be installed in the suction line to prevent dumping of the liquid from the pump back into the upstream process vessel in the event of pump failure. This check valve will also serve to prevent any backflow of air into the upstream process vessel.
Where protection against back-streaming air is critical due to process requirements, the vent and drain on the separator should be barometrically sealed. This can be accomplished by discharging to a seal pot or by installing a vertical run in the suction line to serve as a barometric leg between the pump and the process vessel. If the suction line is used as a barometric leg, the vacuum pump discharge must be sealed beneath the liquid level in the separator.
A vacuum relief device should be installed in the suction line on pumps that are not automatically controlled. Otherwise, the pump may cavitate during operation at low suction pressures or when it is dead-headed by mistake. The vacuum relief valve should be connected to a supply of inert gas (usually nitrogen) if admitting air to the system is unacceptable.
If inlet spray nozzles are used to condense incoming vapors, the nozzles should be located in the suction piping as close as possible to the pump. An enlarged pipe section or a small vessel may be needed to provide contacting space between the spray liquid and incoming vapors.
Discharge piping. The pump and discharge piping must be installed to minimize backpressure on the pump. Both the compressed gases and the sealing liquid are discharged through the pump discharge connection, and the discharge piping must be sized for two-phase flow. Piping of the same diameter as the discharge connection will usually be adequate, but a larger line may be required if the distance to the vapor-liquid separator is more than a few feet. The discharge piping should never rise more than 2–3 ft above the pump before the gas and liquid are separated. The discharge piping should be designed so that it is free to drain after a shutdown.
Pump draining. The pump casing should be drained to the shaft level before a liquid-ring pump is started. Starting the pump when it is completely filled with liquid will overload the motor and place undue mechanical stresses on the shaft and rotor. Shaft failure is not uncommon on large liquid-ring pumps operated in this way.
A solenoid valve installed in the sealant supply line to the pump is the best way to stop the flow of sealant when the pump is shut down. It will not be necessary to drain any residual liquid from the casing. If sealant is recirculated from the vapor-liquid separator, the sealant will automatically drain to the shaft level if the separator is designed with an overflow nozzle at the pump shaft level. The sealant may be manually drained to the shaft level through a hole drilled in the pump casing or by a drain in the sealant supply line.
If the pump is located outdoors or in unheated buildings, it should be completely drained for freeze protection during prolonged shutdowns. Similarly, the pump must never be restarted dry; it must be partially filled with sealant liquid. This may necessitate a bypass around the solenoid valve in the sealant supply line.
Sealant piping. There are three possible arrangements for sealant flow to liquid ring pumps: Once-through (no recovery), closed loop (recirculated sealant) and partial recirculation system (partial recovery).
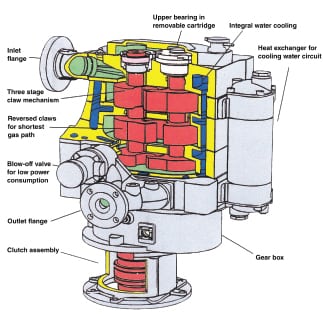
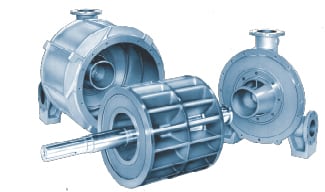
FIGURE 4. This is a cutaway view of a rotary-claw type dry vacuum pump, showing all components of the pump Edwards Vacuum
Once-through arrangement. A once-through installation does not necessarily imply that none of the sealant is recovered; rather, the term simply refers to the absence of any return piping from the vapor-liquid separator drain to the pump-sealant supply connection. This is a common arrangement where conservation or contamination of the seal liquid is not a concern.
The line supplying sealant to the pump should contain a shut-off valve followed by a strainer with a blowdown valve to remove particulates. An automatic solenoid valve may be installed in the supply line, interlocked with the pump motor’s operation, to prevent flow of sealant to the pump in case the motor stops running, (in this case, if the motor stops, the valve closes to prevent the pump casing from filling with liquid).
If a solenoid valve is used, a bypass should be installed to allow some sealant to be introduced before starting (when the pump has been completely drained). The sealant flow can be regulated manually or automatically.
The manual method regulates the flow by a globe valve (upstream of an orifice), which uses pressure drop across the orifice to set the desired pressure to the pump. The orifice is usually chosen so that the proper flow to the pump is set by maintaining a pressure drop of 5 to 10 psi across the orifice. Automatic control is achieved by using a flow controller to maintain a constant pressure drop if the sealant supply pressure tends to fluctuate.
Closed loop (total recirculated sealant) arrangement. In this arrangement the system is designed to operate as a closed loop with no addition of fresh sealant. Only the vapors that condense in the pump need to be removed from the system. In actual practice, however, some fresh sealant is often continually added to control the concentration of low boilers or other contaminants in the sealant or to make up for evaporative losses from the system.
A heat exchanger is installed in this system to remove the heat of compression and condensation from the sealant before it is reintroduced into the pump. The heat exchanger is normally water cooled, but any suitable coolant can be used. Often, the system is provided with a sealant recirculation pump. This allows more flexibility in the design and operation of the vacuum system. The sealant cooler can be designed for a higher pressure drop, which results in better heat transfer and reduced fouling. A recirculation pump must operate at suction pressures that are too high to “siphon” an adequate flow of sealant from the separator and in operations involving frequent or prolonged evacuation. A recirculation pump is often used for systems in which several vacuum pumps share a common separator.
The fresh sealant makeup line is installed in much the same way as for a once-through installation. In addition, a check valve should be installed in the makeup line to prevent reverse flow if makeup supply pressure is lost while the vacuum pump is operating.
The recirculation line should contain a strainer and one or more temperature gages. The strainer removes solids that would otherwise accumulate in the sealant. Temperature gages should be installed on both sides of sealant coolers to monitor heat exchanger performance.
Partial recirculation (partial recovery) arrangement. A partial recirculation system has no sealant cooler. Fresh solvent makeup is used as the heat sink. A portion of the total sealant flow is supplied as cold makeup and the rest is recirculated from the separator. The fresh and recirculated streams mix and come to some intermediate temperature before entering the vacuum pump. The desired temperature is controlled by varying the ratio between the two streams until a satisfactory temperature is reached. A partial recirculation arrangement can reduce fresh sealant requirements by 50% or more compared with once-through systems, depending on the temperature of the fresh stream.
The recommendations about piping design and filters given in the section on closed-loop arrangements apply here as well.
Potential hazards and options to prevent or mitigate them.Listed below are some potential hazards of liquid-ring vacuum pumps and measures that can be used to prevent or mitigate them [ 5]:
• The escape of flammable or toxic vapors from failed mechanical seals can create external hazardous conditions. Liquid-ring vacuum pumps handling non-hazardous vapors usually are provided with single mechanical seals. If these pumps handle flammable or toxic vapors, then double mechanical seals should be installed with seal-welded connections to eliminate leak paths
• Improper installation, mounting, and alignment of pumps: This can cause damaging vibration, which can lead to potential seal or other mechanical failures and leakage to the environment of internal fluids (sealant, gas or both)
• Improper installation of piping can result in external loads on the casing leading to pump failure, or again, leakage of internal fluids to the atmosphere
• Liquid-ring pumps use seal liquids that are in direct contact with the process gases, and if the gases pumped are flammable or toxic, the discharged gases and sealants will potentially also be hazardous
• Since seal liquids are in direct contact with the process gases, liquid ring pumps act as mixers in a sense, and any potential reactions between the seal liquid and the process gas must be considered
• Gases and seal liquids are discharged together and proper separation must be done if the gases are to go to subsequent processes. If gases or vapors condense or dissolve in the seal liquid, consideration must be given to selecting the proper materials of construction for the discharge system to resist attack by any of the gases present in the process gas stream to the pump, or introduced and/or formed in the seal liquid
• Seal liquids, if recirculated, will become saturated to equilibrium states with the process gases being pumped. As a result, the overflows from a liquid-ring pump system must be treated as a hazardous liquid if the gases are flammable or toxic. Since, in many cases the seal liquid is reused in the system, the concentrations of contaminants can increase with time
• Since compression in a liquid-ring vacuum pump is essentially isothermal, this means that any vapors or gases exiting will be saturated with the seal liquid and that any potentially hazardous vapors or gases may condense and be discharged as liquids to the discharge system
• Proper materials of construction must be selected if liquid-ring pumps use seal liquids that are corrosive (such as sulfuric acid) or if the process gases contain corrosive components
• Liquid-ring vacuum pumps are not generally built for high pressures and use non-live sealed gasket systems for the most part. This means that if pressure can rise in hazardous systems quickly, the liquid ring system is often the lowest pressure component, and must be protected from the rise or particular design variations made, to ensure that they are resistant to maximum pressures that may occur
Dry vacuum pumps
Dry vacuum pumps have been used since the 1980s, originally in the semiconductor industry, then in the pharmaceutical industry, and now in other chemical process applications. They have several advantages, as follows:
• No contamination of the process caused by backstreaming of sealing liquids or lubricating oils
• No contamination of evacuated gas with sealing liquid or lubricant
• Due to lack of condensation (which is assured because the pump runs hot), the pump can be fabricated of standard, inexpensive cast iron
• They have a rugged rotor design which is constructed of sturdy cast iron, or ductile iron, without any flimsy rotating components
• Noncontact design: Timing gears are oil lubricated in a sealed-off end chamber to synchronize the rotors for proper phasing and noncontacting operation
• High operational speed: Operation at high speeds reduces the ratio of gas slip to displacement, increases net pumping capacity and reduces ultimate pressure. To accomplish this, the rotors are well balanced
• They can be designed with multiple staging
• The pump can discharge to the atmosphere
• They can be used for handling corrosive gases
• They can be used for handling flammable gases as the pumps are designed for containment of an internal explosion for this service
However, they also have the following drawbacks:
• They cannot handle particulates, nor slugs of liquid
• They may require a silencer
• They may discharge gases at high temperatures, in some cases as high as 350–400°C. Newer designs allow running at lower temperatures and have precise temperature control
• Some models are difficult to repair or rebuild
• They may require a gas purge for cooling or to protect the bearings and seals from the process gas
• Due to the high operating temperature, some process materials such as monomers, may have a tendency to polymerize
An excellent overview of dry vacuum pumps is presented by Ryans and Bays [ 6]. Two types of vacuum pumps that are used in high and ultra-high vacuum applications are the turbomolecular pump and diffusion pump. However, they are not discussed in this article.
Edited by Suzanne Shelley
References
1. Ryans, J.L., and Roper, D.L., “Process Vacuum System Design and Operation,” McGraw-Hill Book Co., New York, N.Y.1986.
2. Chew, A.D., “Mechanical Vacuum Pumps,” BOC Edwards paper.
3. Private communication (email) of July 8, 2011 from Mark Nichols of Edwards Limited.
4. Aglitz, A., and others, Installing liquid ring vacuum pumps, Chem. Eng., November 1996.
5. Private communication (email) of August 11, 2011 from John Campbell of SIHI Pumps Americas.
6. Ryans, J., and Bays, J., Run clean with dry vacuum pumps, Chem. Eng. Prog., pp. 32–41, October 2001.
7. Edwards Ltd., “Safety Manual-Vacuum Pump and Vacuum Systems,” 2008.
8. NFPA 69, “Standard on Explosion Prevention Systems,” National Fire Protection Association, Quincy, Mass., 2008.
1. Editor’s note: This is the first half of a two-part article. Part 2 is scheduled to appear in the October 2012 issue.
Author
Stanley S. Grossel is president of Process Safety and Design, Inc. (4 Marble Court, Unit 9, Clifton, N.J. 07013-2212; Phone: 973-779-3668; Email: psadi28@aol.com). He provides consulting services related to process safety and loss prevention, storage and handling of bulk solids and powders, air pollution control, and process design of batch plants. Prior to his 1993 retirement, Grossel spent 25 years in the Engineering Dept. of Hoffman-LaRoche, in a variety of roles. He was honored as the only Senior Engineering Fellow ever to be designated by Hoffman-LaRoche. Grossel is a fellow of AIChE, and holds AIChE’s Norton Walton/Russell Miller Award for outstanding contributions to loss prevention. He has lectured and been published widely, and has authored major standards and guidelines. Grossel is also a contributor on process safety to the 7th Ed. of “Perry’s Chemical Engineers’ Handbook.” He holds a B.S.Ch.E. from City College of New York and an M.S.Ch.E. from Drexel Inst. of Technology, and has completed courses toward a doctoral degree.
Acknowledgements
The author wishes to thank J.L. Ryans of Eastman Chemical Co. (Kingsport, Tenn.) for his review of the draft of this article and for his helpful comments and recommendations. I also acknowledge the assistance of the following people who provided technical information that was used in writing this article: Peter N. Lodal (Eastman Chemical Co.), John Campbell (SIHI Pumps Americas), Mark Nichols (Edwards Ltd.), and Eric Johnson (Graham Manufacturing Co.).
1. Editor’s note: This is the first half of a two-part article. Part 2 is scheduled to appear in the October 2012 issue.