Presented here is the progress and resolution of a troubleshooting case involving a distillation column with a capacity reduction problem
Troubleshooting distillation columns during operation is often the key to stable production at industrial facilities. The collection of troubleshooting references from Kister [1] and others [2, 3] show the value of reference cases for the industry, not only during the troubleshooting process, but also when it comes to decision making on how to identify the problem. This article presents a unique troubleshooting case of a trayed distillation column with a diameter of 1.8 m comprising 86 trays. During the startup of the distillation column after a periodic turnaround in December 2019, the reboiler leaked and the column capacity dropped significantly, even after the redundant reboiler was taken into operation. A qualitative data analysis was performed, comparing the current capacity of the column to that of the capacity before the turnaround. The analysis showed that above a certain feed rate, this distillation column’s products did not meet specifications, resulting in less product than in the years before the reboiler leakage.
An inner inspection of the column during normal operation was not feasible to investigate the cause of the capacity reduction, because it would require a total plant shutdown for more than a week. This article discusses how gamma scanning and hydraulic rating of the trayed column enabled engineers to identify the cause of the capacity reduction, and how reboiler leakage could lead to a significant reduction in column capacity.
Column configuration
This distillation troubleshooting case refers to a chloromethane purification column that has been in operation since the early 1990s. The desired product is separated at the top of the column from the higher-boiling chlorinated hydrocarbons, and the bottoms are fed to a downstream column. Figure 1 shows the column configuration. The material of construction of the column is carbon steel, and according to wall-thickness measurements, the corrosion rates are very low.

FIGURE 1. The configuration of the chloromethane purification column is shown here
The column has a diameter of 1.8 m and in total, 86 single-pass trays are installed. To reduce the height and to fit inside a production building, the column is divided into two towers. In the first tower, (K11; tray numbers 1 to 56), standard float valves (Ballast ® V1 and V1X) are installed, and the second tower (K12; tray numbers 57 to 86) is equipped with caged valves (Varioflex ® type VV16–3L20). The stripping section in K11 from tray 1 to 28 has a tray spacing of 300 mm, and the rectification section (trays 28 to 86) is distributed among the two towers with tray spacings of 250 mm in the K11 tower and 300 mm in K12.
Vertical thermosiphon reboilers operated with condensing steam attached to the first tower serve as the energy source for the separation. An air-cooled heat exchanger and a water-cooled heat exchanger are installed in parallel at the top of the second tower to condense the product at a pressure and temperature of 2.8 barg and 83°C. The feed introduced at tray 27 has a maximum feed rate of 14.5 ton/h and the main distillate component in the feed varies from 50 to 75% (by mass). The column operates at an average reflux ratio of 2.3 (mass), yielding 9 ton/h of distillate product.
Capacity reduction problem
During the startup of the column after a plant turnaround in December 2019, the steam consumption of the thermosiphon reboiler suddenly dropped. In the meantime, higher water concentrations were observed in the feed and distillate samples. The first assumption about this — that the cooling water could have entered the process upstream of the column during the turnaround — was proven wrong when the water concentration in the feed subsequently dropped. However, the water concentration in the distillate did not decrease.
A ruptured tube in the thermosiphon reboiler (W48) was presumed to be the reason for the higher water concentration in the distillate. After draining the column and drying it with nitrogen, the redundant thermosiphon reboiler (W49) was taken into operation. The water concentration in the distillate decreased, and at the normal feed rate of 12 ton/h, product specifications were met. However, when the capacity was increased to a feed rate of 14 ton/h, the products no longer met specifications.
Whatever the cause, separation efficiency of the column K11/K12 decreased after the turnaround. Temperature surveys and field tests were conducted. The column data were matched to the data prior to the turnaround. The feed flow, overhead pressure and concentration profiles of columns before and after the turnaround are plotted in Figures 2 and 3. The specification limits of C2 of the product column K11/K12 and C1 of the downstream column K13 are indicated, along with the intervals of the off-specification product C2 and C1, corresponding to feed flow rates in 2019 and 2020.
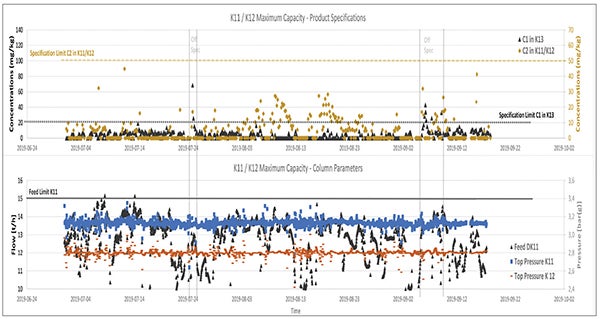
FIGURE 2. The column profiles, including feed flow, overhead pressure and concentration, are shown here before the turnaround
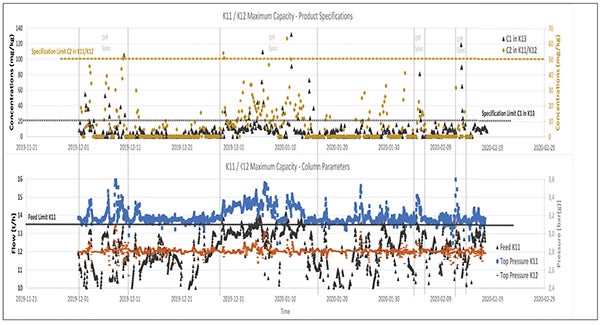
FIGURE 3. Changes in the column profiles after the turnaround are displayed here
The comparison shows that at above 14 ton/h, the distillate of the product column K11/K12 and the distillate of the downstream column K13 failed to meet specifications. The data analysis validates the finding that the separation efficiency of the column dropped after the reboiler leakage. Maximum feed rates of 14.5 ton/h and above were no longer feasible. Interestingly, the overhead pressure of the first tower K11 fluctuated significantly in contrast to the overhead pressure of the second tower K12 (see Figure 3). In addition, sudden temperature drops of the reflux and distillate streams at the top of the column indicated flooding in the condensation system.
The data reconciliation and temperature surveys led to the assessment that the reason for the capacity reduction could either be that the reflux piping was blocked, or that damaged trays in the second tower K12 led to flooding. Therefore, it was decided to carry out gamma scanning of the second tower K12 to identify the reason behind the capacity reduction.
Gamma-scan troubleshooting
Gamma scanning of tower K12 was performed by the company IBE Ingenieurbüro Esper GmbH (Grünstadt, Germany; www.ibe-engineering.com). Three scans of the active areas of trays 57 to 86 at a feed rate of 12 ton/h for different liquid levels in the column sump were performed. The results are shown next to the tower drawing in Figure 4. A baseline scan of the tower was not available for a comparative analysis.

FIGURE 4. The gamma scan results (left) are shown next to the column diagram (right)
The peaks of all 30 trays can be clearly seen, indicating that all trays are in place. The radiation intensity is low for trays 70 to 73 because the radiation gets absorbed by the column support ring. One of the findings during the gamma scanning was that of an incorrect installation of the liquid-level measurement in the column sump. Above 40% level indication, the liquid level is already above the vapor inlet. Increasing the liquid level results in higher liquid loads on the trays due to the liquid entrainment by the vapor inlet.
The main conclusion of the gamma scanning was that tower K12 was completely flooded. The vapor line (VL) on the right side of the radiation diagram is only touched on the top of the column. Lowering the liquid level in the column sump has a noticeable impact. The radiation intensity on all trays increased after lowering the liquid level. Nevertheless, the column is still flooded, even after lowering the liquid level below the vapor inlet.
It is important to note that trays 77 to 79 show high radiation absorption, especially at higher liquid levels in the column sump. In the sections below, it will be explained why these trays are highlighted. To summarize, the capacity reduction caused by flooding is confirmed by the gamma scanning, but the reason for the flooding is not clearly understood. To progress with the investigation, it was decided to combine the field tests and gamma scanning results with a hydraulic rating [3, 4].
Hydraulic rating
Hydraulic rating was performed by Siemens AG (Frankfurt, Germany; www.siemens.com) with the in-house program KOBO4. The stage profiles (vapor and liquid rates) for the KOBO4 program were generated using a rigorous column model (RadFrac) in AspenPlus. The simulation parameters and distillate product specifications of the distillation column and reboiler were matched against plant data at unflooded conditions before the turnaround.
The results of the hydraulic rating are shown in Table 1, which shows a stripping section and rectification section consisting of different sets of valves. Trays 1, 55 and 86 had maximum vapor and liquid loads, and the results for these trays are listed corresponding to feed rates of 12 and 14 ton/h.
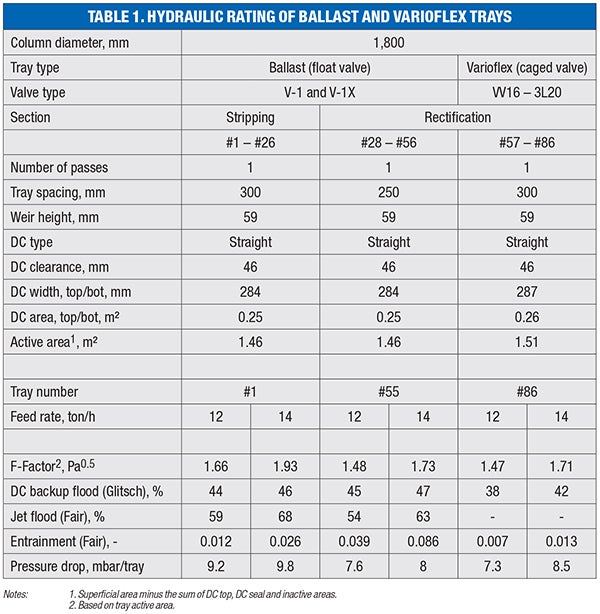
Ballast trays in the stripping section at maximum feed rate are near the upper operating limit. According to Glitsch’s criterion [5], the downcomer backup flood should be below 50% for moderate gas densities between 16 and 48 kg/m³, and the pressure drop of almost 10 mbar per tray is the upper limit for these types of trays.
Ballast trays in the lower part of the rectification section at maximum feed rate exhibit the same trend with respect to the downcomer backup flood, but due to lower gas densities (<16 kg/m³) in this section, the allowable limit of Glitsch’s criterion is 60%. Further, the fractional entrainment (moles entrained liquid per moles gross liquid downflow), according to Fair’s correlation [6], is almost at the upper recommended limit of 0.1 (due to the lower tray spacing). This indicates an operating point close to the upper limit in this section, but the trays were still operable at maximum capacity before the turnaround.
Varioflex trays in the upper part of the rectification section were employed for higher turndown ratio, a 20-mm orifice in the valve plate offers this special capability. The gamma scans showed that these trays were flooded, but the evaluation shows otherwise and they are not causing a bottleneck. The F-Factor of less than 2 Pa0.5, equivalent airflow per valve of less than 80 m3/h, and the fractional entrainment values of around 0.01 are the important criteria to predict whether the trays approach a limit. In addition, the downcomer backup flood was well within the limits, not exceeding 60%, according to Glitsch’s criterion, which, along with the pressure drop of 8.5 mbar per tray, clearly indicate that there is no flooding in the rectification section. This contradicts the results of the gamma scans and field test observations.
The hydraulic rating leads to only one conclusion: severe fouling in the upper part of the rectification section (second tower K12). This is a plausible reason for the flooding can explain the significant reduction in column capacity.
Column inspection
During the turnaround in 2020, the tower field service team of Sulzer Chemtech GmbH (Winterthur, Switzerland; www.sulzer.com) was assigned to inspect and restore the second tower K12. The manways were opened and all trays were inspected. The pictures from the inspection are shown in Figure 5. Interestingly, trays 76 to 86 were highly contaminated, but the trays below, from 57 to 75 were clean. This also corresponds to the trays highlighted in the gamma scanning radiation diagram (see Figure 4).

FIGURE 5. Photos from the column inspection showed contaminated trays (76 to 86; left photo) and clean trays (57 to 75; right photo)
A careful examination of the contamination has shown that it is the inorganic compound ferrous chloride (iron (II) chloride; FeCl2). This hygroscopic material was formed during the reboiler leakage when water entered the column. Once chlorinated hydrocarbons come into contact with water, hydrogen chloride gas is formed. Hydrogen chloride reacts with carbon steel of the column shell and internals to form ferrous chloride. This compound is highly soluble in water and will therefore be accumulated at the top of the column, the only outlet for the water (as an azeotropic mixture) [7]. After the reboiler was replaced, the water concentration dropped and the remaining ferrous chloride in the column precipitated, because it is insoluble in nonpolar chlorinated hydrocarbons [8].
This phenomenon is the reason why severe fouling is observed on the top 10 trays of the column, whereas the rest of the column trays were completely clean. The contamination even blocked some orifices of the caged valves and due to this reason, this section cannot be operated at higher gas loads. Interestingly, the gamma scans did indicate this area (trays 77 to 79). The contaminated trays were disassembled, cleaned with water, and then reassembled. Finally, the column was restarted after repositioning the level measurements in the sump of the second tower and increasing the diameter of the reflux piping.
The effects of the action can be seen in Figure 6, where feed rates to the column in the year 2020 are compared to those for 2021. In 2020 (dark peaks), the reduced capacity lies below the feed rate of 14 ton/h. After the turnaround, in the fourth quarter of 2020, an immediate improvement can be seen from the cleaning of contaminated trays, enabling maximum feed rates of 14.5 ton/h and above (green peaks).

FIGURE 6. The column feed rates for 2020 (black lines) are compared to those for 2021 (green lines)
Concluding remarks
The combined efforts of field tests, gamma scanning and hydraulic rating led to the identification of a plausible reason for the capacity reduction — fouling of the trays. However, the fouling mechanism was only clearly understood during tower inspection, which revealed a very interesting phenomenon. In the end, the column capacity was able to be restored. It is pertinent to pay attention to the occurrences of steam leakages inside columns, and particularly those handling chlorinated hydrocarbons, where water entry can lead to capacity reduction and malfunction of columns. Luckily water, which caused the fouling, could also solve the problem by simple cleaning of the trays.
Edited by Scott Jenkins
Acknowledgements
The authors wish to thank IBE Ingenieurbüro Esper GmbH for excellent gamma scans and the Tower Field Service of Sulzer Chemtech GmbH for the inspection, cleaning and restoration of the column.
All graphs and images in the article appear courtesy of Nobian GmbH.
For more distillation-related content, see the following URLs:
References
1. Kister, H.Z., “Distillation Troubleshooting,” Hoboken, New Jersey, John Wiley & Sons, Inc. 2009.
2. Durante, R., Perez, M. and Kister, H.Z., Combine Temperature Surveys, Field Tests and Gamma Scans for Effective Troubleshooting, Hydrocarbon Processing, p. 96, April 2003.
3. Kister, H.Z., Stupin, W.J. and J. E. O. Lenferink, Troubelshoot Packing Maldistribution Upset Part 1 and Part 2, Distillation and Absorption 2006, Institution of Chemical Engineers, 2006.
4. Pless, L., Perschmann, A., Bruder, D. and Walter, T., Troubleshooting Premature Tower Flooding, Petroleum Technology Quarterly, Q3, 2020.
5. Glitsch, Inc., Ballast Tray Design Manual, Bulletin 4900, 6th ed., Dallas, 1993.
6. Fair, J.R., How to Predict Sieve Tray Entrainment and Flooding, Petro/Chem Eng. 33 (10), p. 45, 1961.
7. Ohligschläger, A. and others, Chloromethanes in “Ullmann’s Encyclopedia of Industrial Chemistry,” Weinheim, Wiley-VCH, 2019.
8. Wildermuth, E. and others, Iron Compounds, in “Ullmann’s Encyclopedia of Industrial Chemistry,” Weinheim, Wiley-VCH, 2005.
Authors
 Sebastian Löw is the lead engineer in the methane chlorination plant maintenance department at Nobian GmbH (Building C516 Höchst Industrial Park, 65929 Frankfurt-am-Main, Germany; Email: sebastian.loew@nobian.com). Previously, he worked as a process engineer in the methane chlorination plant at Nobian GmbH and in the process design department at Siemens AG. Over the past ten years, he has gained experience in design, start-up, troubleshooting, maintenance and repairs within chemical plants. He holds a B.Eng. in chemical engineering from Duale Hochschule Baden-Württemberg, Germany.
Sebastian Löw is the lead engineer in the methane chlorination plant maintenance department at Nobian GmbH (Building C516 Höchst Industrial Park, 65929 Frankfurt-am-Main, Germany; Email: sebastian.loew@nobian.com). Previously, he worked as a process engineer in the methane chlorination plant at Nobian GmbH and in the process design department at Siemens AG. Over the past ten years, he has gained experience in design, start-up, troubleshooting, maintenance and repairs within chemical plants. He holds a B.Eng. in chemical engineering from Duale Hochschule Baden-Württemberg, Germany.
 André Ohligschläger joined Nobian GmbH 2015 as plant manager for methane chlorination in Frankfurt (Email: andre.ohligschlaeger@nobian.com). During the last 28 years, he has worked in different positions within the chemical industry and gained experience in design, troubleshooting, field consulting, revamping of thermal processes, and in startup, shutdown and production organization of chemical plants. He holds a deploma in chemical engineering from Dortmund University of Technology in Germany, was a long-time member of the FRI TAC and since 2018, is vice president of the German ProcessNet Fluid Separations working party.
André Ohligschläger joined Nobian GmbH 2015 as plant manager for methane chlorination in Frankfurt (Email: andre.ohligschlaeger@nobian.com). During the last 28 years, he has worked in different positions within the chemical industry and gained experience in design, troubleshooting, field consulting, revamping of thermal processes, and in startup, shutdown and production organization of chemical plants. He holds a deploma in chemical engineering from Dortmund University of Technology in Germany, was a long-time member of the FRI TAC and since 2018, is vice president of the German ProcessNet Fluid Separations working party.
 Vijaya Bhaskar Reddy Gummala has been working as a chemical process engineer in the chemical and petrochemical industry for 19 years. For the last nine years, Gummala has been with Siemens AG (Building B598, Höchst Industrial Park, 65929 Frankfurt am Main, Germany; Email: vijaya.gummala@siemens.com) as lead process engineer and specializes in conceptual, basic engineering, and equipment troubleshooting for chemical and petrochemical Industries. He has 10 years of experience in the design, revamping and troubleshooting of trayed and packed columns. He holds a B.Tech. in chemical engineering from the National Institute of Technology in Warangal, India and a M.Sc. in chemical engineering from the Technical University of Dortmund, Germany.
Vijaya Bhaskar Reddy Gummala has been working as a chemical process engineer in the chemical and petrochemical industry for 19 years. For the last nine years, Gummala has been with Siemens AG (Building B598, Höchst Industrial Park, 65929 Frankfurt am Main, Germany; Email: vijaya.gummala@siemens.com) as lead process engineer and specializes in conceptual, basic engineering, and equipment troubleshooting for chemical and petrochemical Industries. He has 10 years of experience in the design, revamping and troubleshooting of trayed and packed columns. He holds a B.Tech. in chemical engineering from the National Institute of Technology in Warangal, India and a M.Sc. in chemical engineering from the Technical University of Dortmund, Germany.
 Tim Rogalinski is group leader of process design, process simulation, and optimization at Siemens AG (Building B598, Höchst Industrial Park, 65929 Frankfurt am Main, Germany; Email: tim.rogalinski@siemens.com). Rogalinski has 18 years of experience in process design, troubleshooting, debottlenecking, equipment design and process simulation. He holds a diploma in chemical engineering, as well as a Ph.D. in thermal separation processes from Hamburg University of Technology in Germany.
Tim Rogalinski is group leader of process design, process simulation, and optimization at Siemens AG (Building B598, Höchst Industrial Park, 65929 Frankfurt am Main, Germany; Email: tim.rogalinski@siemens.com). Rogalinski has 18 years of experience in process design, troubleshooting, debottlenecking, equipment design and process simulation. He holds a diploma in chemical engineering, as well as a Ph.D. in thermal separation processes from Hamburg University of Technology in Germany.
 Ralf Ziegler worked as a chemical process engineer in the chemical and petrochemical industry for more than 40 years and retired in April 2024. For the last 25 years, Ziegler has been with Siemens AG as a senior process engineer specialized in conceptual, basic engineering and equipment troubleshooting for the chemical and petrochemical industries. He has more than 30 years of experience in the design, revamping and troubleshooting of heat transfer equipment and rectification columns. Ziegler holds a B.Sc. in process engineering from Frankfurt University of Applied Sciences in Germany.
Ralf Ziegler worked as a chemical process engineer in the chemical and petrochemical industry for more than 40 years and retired in April 2024. For the last 25 years, Ziegler has been with Siemens AG as a senior process engineer specialized in conceptual, basic engineering and equipment troubleshooting for the chemical and petrochemical industries. He has more than 30 years of experience in the design, revamping and troubleshooting of heat transfer equipment and rectification columns. Ziegler holds a B.Sc. in process engineering from Frankfurt University of Applied Sciences in Germany.