In order to maximize longevity and minimize process downtime, it is imperative to understand the factors that determine the proper selection of expansion joints. The following guidelines can help with selection decisions for expansion joints
Although sometimes overlooked or treated as an afterthought in a piping system, expansion joints are critical elements in chemical process industries (CPI) operations for providing flexibility and stress relief to piping systems. Failures in expansion joints can result in leaks of process fluids, with implications for personnel safety, environmental protection and operational uptime. Selecting the correct type of expansion joint for the process conditions will maximize the lifetime of the joint. By considering a full set of process characteristics when selecting expansion joints, plants can maximize production and operational uptime while still maintaining safety and environmental stewardship.
Expansion joint types
Expansion joints can be split into three general categories: rubber expansion joints, polytetrafluoroethylene (PTFE) expansion joints and stainless-steel expansion joints (Figure 1). Each type has its own advantages and disadvantages. In addition, there are multiple design variations for each type, with different joint geometries that help their performance in specific applications.
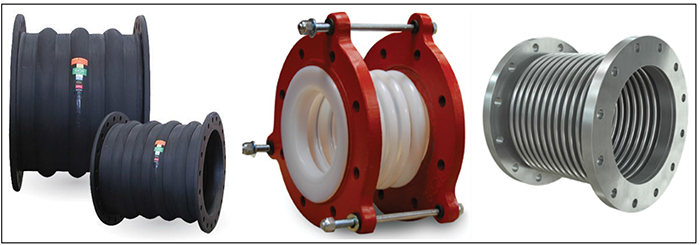
FIGURE 1. Expansion joints are generally categorized by their materials of construction: rubber (left), stainless steel (right) or polytetrafluoroethylene (PTFE; center)
The vast majority (~95%) of rubber and PTFE expansion joints are found off the suction and discharge of process pumps. Installing expansion joints where pumps and piping connect, for example, can extend the longevity of the pump. The mechanical seals and bearings inside the pump will operate longer without needing to be replaced. Other common locations include boilers, heat exchangers, tanks and cooling towers. Stainless-steel expansion joints are usually found in the middle of pipe runs to help with movements in the piping system from thermal expansion and contraction. They can also assist with seismic activity.
Rubber expansion joints. Rubber expansion joints are generally more versatile than other types of expansion joints. They effectively handle compression (movement inward), extension (movement outward), as well as lateral offset, vibration and sound dampening in a shorter overall length compared to other expansion joints. Over the years, rubber expansion-joint manufacturers have standardized a specific overall length for each pipe size. This makes finding a replacement easier should a failure occur. Rubber expansion joints are a standard, stock item as opposed to stainless-steel expansion joints that are manufactured specific to each application.

FIGURE 2. Butyl rubber, used in the joint shown here, is a common elastomer
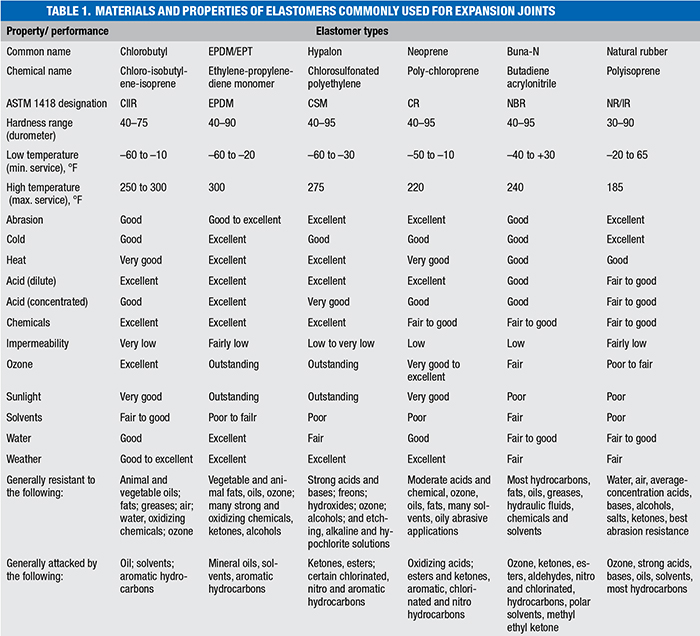
For rubber expansion joints, the most common elastomers are ethylene propylene diene monomer (EPDM) rubber, polychloroprene (also known as Neoprene), nitrile rubber, butyl rubber (Figure 2) and natural rubber. Table 1 contains specific uses and properties for each elastomer type. Chemical compatibility, pressure and temperature may preclude them from being used under some process conditions. The table can be referenced for additional design characteristics that may need to be taken into consideration.
The two most common types of rubber expansion joints used are the spherical style and spool type. Spherical expansion joints are a molded design allowing for higher pressure rating and a flowing arch. They also come with floating flanges for easy installation. Spool-type expansion joints are hand-built and are more of a “heavy duty” option. Spool-type joints offer more movement than a spherical style due to the wider profile arch. They can also be manufactured with a filled arch for slurry applications with solids. Both expansion joints are offered with multiple arches for additional movement. Multiple arches will always mean a longer overall length (Figure 3). This should be taken into consideration when designing the piping system.

FIGURE 3. Multiple arches can provide additional movement, but increase length
Additional types of rubber expansion joints include reducing concentric and eccentric, wide arch low spring rate for plastic piping, large lateral offset for settlement, straight spool pieces to help mitigate excess sound and vibration, and finally ducting joints.
PTFE expansion joints. For applications that handle caustic, basic or acidic process media, PTFE expansion joints may be used (Figure 4). PTFE expansion joints also handle compression, extension, lateral, vibration and sometimes sound dampening. There are two common types of PTFE expansion joints. The first is a molded design, which is good for low-pressure applications and offers a low spring rate. Low spring rates are ideal for polyvinyl chloride (PVC), chlorinated PVC (CPVC), high-density polyethylene (HDPE), fiber-reinforced polymer (FRP) piping systems, as well as tanks. The second is a PTFE-lined rubber expansion joint. This type of expansion joint is used for tough, demanding applications and has the ability to resist corrosive attack at elevated temperatures. These types of expansion joints are most commonly found on the chemical process side for pulp-and-paper operations.

FIGURE 4. For applications involving caustic, acidic or basic process media, PTFE can be used
Stainless-steel expansion joints. Stainless-steel expansion joints are used in applications where rubber and PTFE cannot handle the operating conditions for the given application. These types of joints are available in several variants, such as 304, 316 and 321 stainless-steel grades (Figure 5). They can also be made from other specialty metals, such as titanium, Hastelloy and Inconel. Stainless-steel expansion joints are good for handling compression, extension, lateral and sometimes vibration. As long as a piping system is properly guided and anchored, the expansion joint will function properly. The Expansion Joint Manufacturers Association Inc.’s (Tarrytown, N.Y.; www.ejma.org) website offers further details on this topic that should be considered when designing the piping system.

FIGURE 5. Stainless-steel expansion joints can be made from 304, 316 or 321 steels
Most of the time, stainless-steel expansion joints will exert a larger overall force on the piping system and also require a longer overall length than a rubber expansion joint, which can be a major drawback. This can be avoided only if multiple-ply bellows construction is utilized. Stainless-steel expansion joints traditionally have a higher cost, as well as longer lead time spent due to specification and engineering.
There are many styles for stainless-steel expansion joints, including: internally pressurized, externally pressurized, flexible loops, gimbal, hinged, universal and pressure-balanced. Once again, all will be custom-engineered specific to each application.
Stainless-steel expansion joints are highly engineered products compared to rubber expansion joints. Should an application arise that requires stainless steel to be used, plant personnel should consult an industry specialist.
An important note to remember is that stainless-steel expansion joints should not be confused with stainless-steel flex connectors, which are made from stainless-steel hose and braid (Figure 6). Stainless-steel hose and braid is only intended to address lateral movement in a single plane, whereas an expansion joint can move in multiple planes.

FIGURE 6. Stainless-steel hose-and-braid connectors, like those shown here, address lateral movement in a single plane
Factors for joint selection
When selecting expansion joints for process pipes and equipment, engineers should begin by following a set of criteria for determining relevant information. The set of criteria agreed upon by the industry is known by the acronym “STAMPED.” By gathering information according to this set of factors, one is able to determine a basis for which expansion joints should be used. The components of the acronym are defined here:
• S size. What are the diameter and pipe thickness? Determining the size of piping can be accomplished by measuring the outer diameter of the pipe, looking for an engraving in the flange, or noting the size of the flange on the equipment it is mated to. You can also determine the pipe size by looking on the side of the bellows. A size (in millimeters, rubber expansion joint only) may be designated. Metal expansion joints may also have tagging. Are the size of the equipment mating flange and piping system flange the same size? If not, you may need a reducer.
• T temperature. What is the process temperature? Is the temperature variable? Will the process temperatures stay below the temperature rating for the material of the expansion joint in all situations? Will the expansion joint be located outdoors? If so, what is the potential differential between winter- and summer-month temperatures? What is the install temperature versus the process operating temperature?
• A application. What are the details of the application? What type of equipment is being connected? What are the characteristics of the process media? Is the process media acidic, basic or neutral? Is the process media abrasive (for example, a solids-containing slurry) or aggressive? Is the expansion joint exposed to weather conditions? Is there a chemical that can attack from the outside? If the process medium is a solution, what is the percent concentration of the solute? Is there a material safety data sheet (MSDS) available for the chemicals under consideration?
• M movement. What type of movement will the joint experience? Compression, extension, lateral? Are their multiple movements at once (con-current versus non-concurrent)? Has the piping system shifted over time? Are multiple arches (rubber expansion joints) or more convolutions (stainless-steel expansion joints) required? Increased the number of arches, convolutions or overall length of the expansion joint allows greater movement capabilities.
• P pressure. What is the pressure inside the pipeline? Does the pressure vary, and if so, what is the range of pressure experienced? Will the system be tested at 1.5x operating pressure? Is there a burst pressure rating required?
• E end fittings. What type of equipment is the expansion joint mated to? These can include threaded, flanged, weld, grooved and so on. Also, from what material do the end fittings need to be composed?
• D delivery. Is this item time sensitive? If so, is rush delivery required? Can a different type of expansion joint be used temporarily or permanently? Air freight may be required versus ocean or truck freight.
The STAMPED criteria can go a long way toward narrowing down the choices in expansion joints, but there are still a variety of choices within each of those categories, and different designs are available for particular conditions and applications. Contacting an expansion-joint vendor can be a valuable resource for selecting the appropriate type of expansion joint.
Selection recommendations
STAMPED is a valuable tool for selecting the appropriate type of expansion joint. This acronym will get you well on your way to selecting the proper expansion joint for your application, however, it is not the “end-all, be-all.” Some additional design criteria, as well as common knowledge to have in your back pocket, include the following:
Rule of 250. The “Rule of 250” concerns pressure and temperature of the media. If the pressure is lower than 250 psi and temperature lower than 250°F, then rubber expansion joints should be used. For applications above 250 psi and temperatures over 250°F stainless steel should be used. It is highly advised to use stainless-steel expansion joints for all steam and condensate applications.
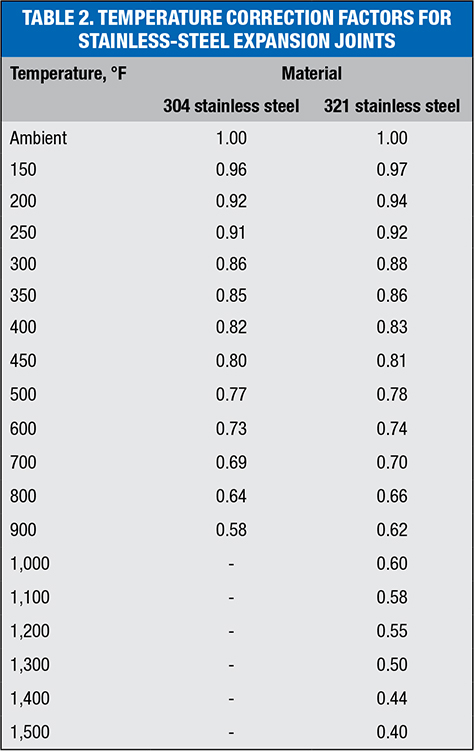
Pressure-temperature relationship. It is important to note that all types of expansion joints are unable to operate at the maximum operating pressure and temperature at the same time. For example, consider a 6-in. 321 stainless-steel expansion joint with a pressure per square inch (psi) rating of 150. This means the expansion joint can operate up to 150 psi at 70°F. If we increase the temperature rating to 200°F, we can conclude that the psi rating must be multiplied by a factor of 0.92. Therefore, the expansion joint is now rated for 138 psi at 200°F. Table 2 contains temperature correction factors for two types of stainless-steel expansion joints.
Specific temperature requirements. Beyond the so-called Rule of 250, the selection of expansion joint material should get more specific. EPDM and butyl rubber expansion joints are suitable up to 250°F, but Neoprene is only good to 225°F and nitrile rubber up to 212°F. Different types of stainless steel (the most common being 321, 304 and 316) each have their own limitations as well.
MSDS. Material safety data sheets provide details on various compounds that might be present in process media. The information can include details about the potential health and environmental hazards of the components, as well as chemical compatibility. It is highly recommended that users consult MSDS before selecting an expansion joint. Two similar compounds used in a process, such as ethylene glycol and propylene glycol, could require different expansion joints at elevated temperatures. Ethylene glycol is suitable for EPDM expansion joints, while propylene glycol works with nitrile rubber. The degree of specificity that users can have for the type of media that the expansion joint will encounter can have a huge impact on the type of elastomer selected.
Control rods. All types of expansion joints can be offered or manufactured with control rods (Figure 8). This is a preventative measure and should be considered for all expansion joints. The natural reaction of a piping system is to extend outwards once pressurized. Without proper restraints or anchors, the expansion joint may extend past its capabilities. This could lead to an immediate or premature failure. Not only can control rods be used to prevent over-extension, but they can also be used to prevent over compression. If an expansion joint is in the vertical position, and a heavy piece of equipment sits on top of the expansion joint, or if a pipe hanger is not properly installed, the weight of the pipe may “pop” the expansion joint.

FIGURE 8. Control rods prevent the expansion joint from extending beyond its capabilities
Brochures, submittals, CAD drawings and so on. Almost every expansion joint manufacturer offers detailed submittals, brochures or computer-assisted design (CAD) drawings. Brochures cover basic information about the expansion joint, such as overall length (OAL), movement and weight. Submittals are a bit more technical and may include bill of materials, spring rates and so on. CAD, building information modeling (BIM) and Revit drawings are the most in-depth and can also be used in engineering programs, such as the pipe-stress-analysis software CAESER or CAEPIPE, to ensure that the piping system will work effectively with reduced stress points once the expansion joint is installed.
Sound. If the pipe operation results in high-frequency sound (high-pitched squealing traveling through the piping), rubber expansion joints are the best solution and will help mitigate this issue.
Concentrations. Beyond the identity of the process media that is present, concentrations of various components within the media are also important. For example, a 5% solution of a caustic substance might be suitable for a particular type of elastomer, but if the concentration of the same caustic material is increased to 20% the rubber may not be compatible. In these cases, PTFE or stainless-steel expansion joints might be required.
Gas handling. For processes involving gases, the material should be considered carefully also, since rubber expansion joints are somewhat permeable to gases. Cases where gas escape would be a problem might also require the use of stainless-steel expansion joints.
Life expectancy. It can be useful to identify factors that might reduce or extend the lifetime of an expansion joint. The average lifespan of a rubber expansion joint is roughly 7–10 years. Depending on the particulars of an application, however, expansion joints might only last a matter of 2–3 months, while other joints might function well for 25 years or more. Some of the factors that can contribute to a shorter life expectancy are high pressure, high temperature, aggressive or abrasive media, exposure to outdoor weather and extensive levels of movement. This is also a similar case for stainless-steel expansion joints and hose and braid. Traditionally, however, stainless-steel expansion joints will last much longer than rubber expansion joints.
Cycle life. This can be defined as the life expectancy of an expansion joint. If an expansion joint were to fully extend or compress from its initial position through a complete range of motion, we can conclude that is has experienced one cycle. We call this a “full load cycle.” Rubber expansion joints will typically wear and tear before they reach their point of failure due to life cycle. In some cases, high-amplitude cycles will in fact wear down rubber expansion joints. Stainless-steel expansion joints, on the other hand, will typically require this information up front during the design phase. Higher life cycle will lead to specialized engineering of the expansion joint.
Safety of plant personnel. The majority of expansion-joint manufacturers offer sleeves, jackets or some other sort of protective shield that can be wrapped around the expansion joint. This simple procedure can help prevent a catastrophic failure from causing damage to nearby equipment or plant personnel.
Expansion joint surveys. Expansion joints do not last forever. Manufacturers provide expansion joints based on STAMPED criteria to maximize longevity. However, a definitive method for determining exactly when to replace expansion joints or to identify the exact moment when they will fail does not exist. The best way to prepare for an expansion joint failure, and to limit downtime in the event of a failure, is an expansion joint survey. This is offered as a completely free service by most member companies of the Fluid Sealing Association (FSA; Wayne, Pa.; www.fluidsealing.com). This process is proactive as opposed to reactive, catches failures before they happen, streamlines ordering replacements and leads to stocking recommendations. Surveys can be critical for plant maintenance, especially with plants that are trying to maximize productivity and profits while also limiting downtime. Surveys have the potential to help a plant avoid environmental concerns associated with expansion joint failures as well.
No matter what process details are found in a process, expansion-joint manufacturing companies will be able to guide plant personnel toward the correct type of expansion joint for given operational conditions.
Edited by Scott Jenkins
Author
 Eric Blazej is the national industrial distribution sales manager at Proco Products Inc. (2431 North Wigwam Drive, Stockton, CA 95201-0590; Phone: 1-209-943-6088; Email: [email protected]). Blazej resides out of Coconut Creek, Florida. He has 12 years of expansion-joint sales experience. For eight years of his career, he worked on the heating, ventilation and air conditioning (HVAC) and plumbing side. For the past four years, he has focused on industrial applications. His primary focus is to work with engineers, distributors, contractors and end-users to select the proper expansion joint for their application.
Eric Blazej is the national industrial distribution sales manager at Proco Products Inc. (2431 North Wigwam Drive, Stockton, CA 95201-0590; Phone: 1-209-943-6088; Email: [email protected]). Blazej resides out of Coconut Creek, Florida. He has 12 years of expansion-joint sales experience. For eight years of his career, he worked on the heating, ventilation and air conditioning (HVAC) and plumbing side. For the past four years, he has focused on industrial applications. His primary focus is to work with engineers, distributors, contractors and end-users to select the proper expansion joint for their application.