The advantages and limitations of three powder-testing techniques are reviewed here
Powder testing is deployed to characterize products including pharmaceuticals, foods, metal powders, powder coatings and cement — at every stage of the product lifecycle. The resulting data-support product development and formulation, equipment and process design, optimization of day-to-day operations, and troubleshooting. It also ensures the quality of raw materials, intermediates and final products.
When choosing a new powder tester, engineers must evaluate competing options and consider the ability of each to answer the needs of the application for which it is required. This article reviews the strengths and limitations of three powder-testing techniques — uniaxial shear testing, biaxial shear testing and dynamic testing — and provides guidance to support a rigorous assessment of their relative merits for different powder-testing requirements.
Defining testing requirements
Maximizing the return on investment in a new powder tester relies on choosing an instrument with capabilities and features that are optimally suited to the site-specific requirements. For instance, a tester with limited functionality may be unable to provide the information needed, while one that is over-specified for a relatively simple task may incur unnecessary expense and, as a result, deliver a poor financial return. Considering a range of practical and technical issues, engineers should set some reasonable criteria for assessing the technology available. For example:
- Who will carry out the testing? Will there be a single dedicated expert or will there be multiple analysts carrying out testing alongside other activities?
- How important is the speed of measurement? Is the value of the resulting information directly dependent on how quickly it can be generated?
- Is automation a primary requirement or would manual operation be acceptable or desirable?
- Are you looking for a simple but reliable indicator of differences between powder samples, or do you need to develop a more-detailed understanding of how your powder behaves under a range of different process conditions?
- Do you just need a technique that provides relatively coarse sample differentiation, or do you need to be able to detect very subtle differences, because of the sensitivity of the product or process performance?
- How much is it worth to solve the problem that you are looking to address with powder-testing data? Can a significant investment be justified or is spending necessarily restricted?
The practicalities of measurement have a major impact on the use and acceptance of any given technique and the ongoing cost of measurement. Ultimately, it is often the quality and relevance of the data generated that is the deciding factor when it comes to final tester selection. Therefore, it is essential to understand the information that an instrument can deliver, and assess its relevance when developing a solution for the problem(s) being addressed.
The first and most important goal for a powder test is that it must provide information that relates directly to the issue under consideration, and yield sufficient insight to advance toward a solution. This may seem obvious, but the ability to establish operational relevance is the area where many test methods fail.
Assessing the options
The challenge of meeting industrial requirements for characterizing powders has given rise to a significant number of different powder-testing methods and an array of associated powder-tester designs. Methods and instruments vary substantially in terms of reproducibility, repeatability, practicality, level of automation, sensitivity and equipment cost. In terms of information delivery, many techniques measure just a single number, while others provide more comprehensive quantification. Here we focus on three techniques that exemplify the capabilities of powder testers across the cost-capability spectrum — the recently commercialized technique known as uniaxial testing, and the traditional options of biaxial shear testing and dynamic testing.
Uniaxial shear testing
Uniaxial testing is a simple and intuitive technique that involves measuring the normal stress required to break or fracture a free-standing, consolidated powder column. The parameter measured is the uniaxial unconfined yield strength (uUYS), as a function of a preconsolidation stress (Figure 1), and from which the flow function ( FF; a factor that is required for hopper design) can be derived. Cohesive powders have relatively strong inter-particulate forces, which encourage the particles to bond strongly, resulting in a relatively high uUYS.
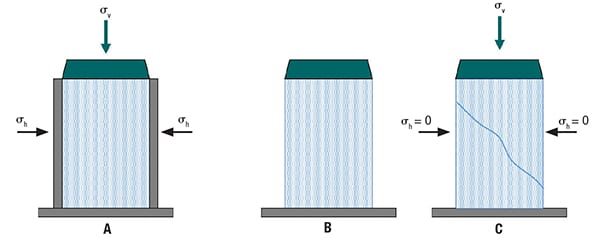
Figure 1. Uniaxial testing involves the construction and subsequent fracture of a consolidated powder column, to directly measure uniaxial unconfined yield strength (uUYS) for competing materials (σh = minor consolidation stress; σv = major principal stress)
By contrast, in a more free-flowing powder sample, the tensile forces between particles tend to be much weaker, and consequently, the uUYS values are lower. Uniaxial shear testing provides an effective way to directly rank the flowability of powders.
In terms of output, uniaxial shear testing is similar to biaxial shear testing, which also generates values for UYS, albeit less directly. A uniaxial powder-testing device can also be used to measure bulk density and compressibility, providing further insight into powder behavior.
Uniaxial testing is simple and fast — measurement times are on the order of just a few minutes — and equipment costs are relatively low compared to many other devices. Robust automated instrumentation costs approximately $15,000, while a manual equivalent can be purchased for around half this price.
Testing is more difficult with relatively free-flowing powders, since such materials are less easily consolidated to form a free-standing column. Nonetheless, the latest design is able to offer highly repeatable measurements for a wide range of powders. However, as noted, the need for consolidation at relatively high stress means that there is little flexibility to test powders under a range of stress conditions, which can be a limitation for using this method for certain applications.
Areas of application for uniaxial testing. Uniaxial testing can be viewed as an “entry level” technique for ranking flowability, with sufficient repeatability for reliable application. It is particularly useful to powder processors who currently rely on test methods that are failing to provide sufficient differentiation, or that are dependent on particle property measurement (such as particle size data) to infer bulk powder properties.
Uniaxial testing is well-suited for quality assessment and quality control (QA/QC), for rapid assessment of the consistency of a raw material or finished product. It provides a choice that is accessible (from both an ease-of-use and cost standpoint) for process optimization and troubleshooting when exploring the causes of problems such as variable fill weight or erratic hopper discharge. However, the consolidation applied during testing makes the technique less relevant to processes where the powder is in a relatively low-stress or aerated state, and this approach may cause sample damage or attrition if the particles are especially friable.
Biaxial shear cell testing
Biaxial shear cell testing was developed specifically to generate the parameters required for understanding powder behavior in hoppers, and to support the application of hopper-design methodologies. This method involves measuring shear stress — the forces required to shear one consolidated powder plane relative to another — at a range of applied normal stresses (Figure 2). A process of extrapolation of the yield loci data, and the application of Mohr stress circles is required to derive the UYS.
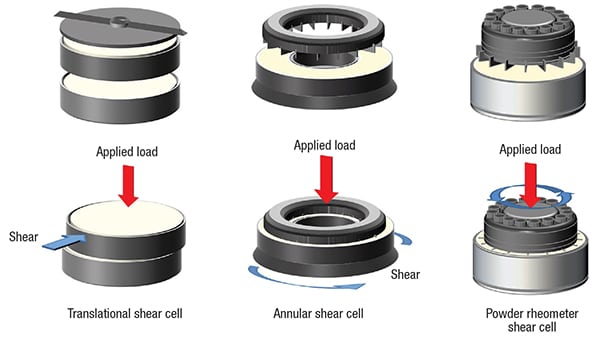 Figure 2. Biaxial shear cells measure the forces required to shear one consolidated powder plane relative to another to quantify UYS and determine values for FF and ff
Figure 2. Biaxial shear cells measure the forces required to shear one consolidated powder plane relative to another to quantify UYS and determine values for FF and ff
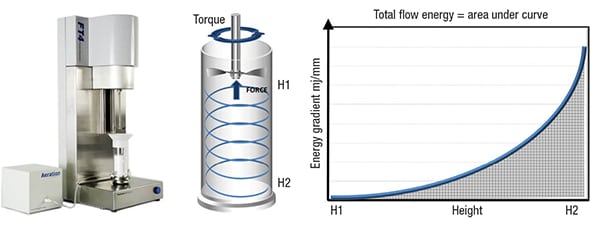
Figure 3. Dynamic testing measures the powder in motion and can be applied to samples in a consolidated, moderate stress, aerated or even fluidized state
Shearing the powder against a coupon of an actual or potential material of construction produces wall friction data, via a similar technique. These two data sets, along with information about powder density, enable values for the flow function (FF) and flow factor (ff) to be determined, two parameters that are required for hopper design.
A range of different shear cells are commercially available (shown in Figure 2), including translational, annular and rotational designs, but all operate according to these same basic principles. Instruments vary in their level of automation and cost, which typically runs from around $20,000 to $50,000.
The most precise versions enable highly repeatable measurement and good control over the applied experimental conditions. However, as with uniaxial testing, relevance is limited by the need for sample consolidation, and by the fact that measurements are less differentiating between free-flowing powders (For instance, high-stress test results may not be relevant for low-stress operations). Measurement times are on the order of 5–15 minutes, but shear cell testing requires a certain level of expertise for effective application and data processing.
Areas of application for biaxial testing.Biaxial shear cell testing remains a core technique during hopper design and other hopper-related applications for determining whether existing equipment is suitable for a new product, for example, and for troubleshooting erratic or sub-optimal discharge. More generally, biaxial shear cell testing is useful for assessing the ease of transition of consolidated powders from the static to the dynamic state under moderate- to high-stress conditions, and it is routinely applied for process optimization. It can be an effective technique within this context, but it is vital to recognize the limitations with regard to predicting the behavior of free-flowing powders, and performance in a low-stress or dynamic environment.
Dynamic powder testing
Dynamic powder testing involves measuring the axial and rotational forces acting on an impeller as it rotates through a powder sample, along a precisely defined path. A crucial difference between dynamic testing and both forms of shear testing is that the powder does not have to be consolidated ahead of measurement. Dynamic testing can be used to quantify the flow properties of powders that are under moderate stress, are aerated or are even fluidized, as well as those that are consolidated, to comprehensively characterize behavior across a complete range of process-relevant conditions. The properties measured include basic flowability energy (BFE), a parameter that quantifies how easily a powder flows under forced, confined conditions; and specific energy (SE), an analogous property that is measured under unconfined conditions. All dynamic parameters are based on measurements of the powder in motion, a feature that enhances the process relevance of the data generated.
Dynamic test methodologies are well-defined and inherently more sensitive than other powder-testing techniques. This advantage, coupled with precision-engineered, highly automated instrumentation, makes dynamic testing the most powerful technique for differentiating samples that exhibit only subtle differences, but nevertheless perform differently as a product or in a process. Measurement times can be less than other techniques for a basic assessment of flowability — in the region of 2–5 minutes — but dynamic testing also permits longer, more in-depth investigations that may take up to 20 minutes.
Testers that offer dynamic powder characterization also enable measurements of shear and bulk properties, making it possible to measure as many as 25 to 30 different properties and to build a comprehensive database of powder properties that quantifies all aspects of behavior. The desire to access these capabilities will mean a higher upfront investment, as such testers are more costly — around two to three times more expensive than a basic biaxial shear cell. However, the value returned is often similarly magnified due to their relevance to a range of applications. Dynamic results have proven relevance in the optimization of process and product performance and can therefore deliver substantial cost savings.
Areas of application for dynamic powder testing. A dynamic powder tester provides a wealth of information to accelerate product and process development, and to troubleshoot effectively. However, it can be equally valuable in QA/QC, where the ability to detect a small change in raw material or product may be crucial to manufacturing efficiency and company reputation. The ability to directly characterize the response of a powder to air, up to and beyond the point of fluidization, is a unique benefit. Such characterization is particularly helpful for the optimization of, for example, pneumatic conveying, fluidization processes and dry-powder inhaler applications.
An investment in dynamic testing is often triggered by a failure to understand poor performance, but over the long term, dynamic testing equipment delivers further benefit in the form of variable cost gains and substantial improvements in product quality. This is especially true for those developing novel powders for demanding applications, such as continuous tableting or additive manufacturing.
Making a selection
Choosing a powder tester that suits the site-specific requirements is the key to ensuring a good return on any investment. The introduction of new options in powder testing, such as the introduction of a commercial instrument for uniaxial shear testing, makes it timely to review the options to ensure a “fit for purpose” selection. An instrument that provides more information than needed may bring an unhelpful level of complexity and cost.
In some applications, fast and simple may be the prime requirement for certain applications. However, over the long term, testers with more sophisticated functionality can ultimately yield a far greater return, providing that the information they produce is relevant to the process need, and therefore is of practical and commercial value. Rigorously reviewing what a tester can deliver against what is required is the key to an optimized choice. n
Author
 Tim Freeman is the managing director of powder-characterization company Freeman Technology (Tewkesbury Business Park, Miller Court, Severn Dr. Tewkesbury, GL20 8DN, U.K.; Phone: +44 1684 851 551; Email: [email protected]). Freeman was instrumental in the original design and continuing development of the company’s FT4 Powder Rheometer, and is active with various professional organizations and industry iniatives that are focused on powder processing. He serves as a mentor for several project groups for the Engineering Research Center for Structured Organic Particulate Systems in the U.S., and is a past chair of the American Assn. of Pharmaceutical Scientists (AAPS) Process Analytical Technology Focus Group. Freeman is also a member of the Editorial Advisory Board of Pharaceutical Technology and serves on the Industry Expert Panel in European Pharmaceutical Review magazine. He holds a BEng (Hons) in mechatronics from the University of Sussex (U.K.).
Tim Freeman is the managing director of powder-characterization company Freeman Technology (Tewkesbury Business Park, Miller Court, Severn Dr. Tewkesbury, GL20 8DN, U.K.; Phone: +44 1684 851 551; Email: [email protected]). Freeman was instrumental in the original design and continuing development of the company’s FT4 Powder Rheometer, and is active with various professional organizations and industry iniatives that are focused on powder processing. He serves as a mentor for several project groups for the Engineering Research Center for Structured Organic Particulate Systems in the U.S., and is a past chair of the American Assn. of Pharmaceutical Scientists (AAPS) Process Analytical Technology Focus Group. Freeman is also a member of the Editorial Advisory Board of Pharaceutical Technology and serves on the Industry Expert Panel in European Pharmaceutical Review magazine. He holds a BEng (Hons) in mechatronics from the University of Sussex (U.K.).