This month, SusPhos B.V. (Amsterdam, the Netherlands; www.susphos.com) is increasing the capacity ten-fold of its 25-kg/d pilot plant in Leeuwarden, the Netherlands. The pilot plant, which began operating in January, is being used to develop a process that recovers phosphorus from sewage-sludge incinerator ash, and produces merchant-grade phosphoric acid (MGA), and mono- and diammonium phosphate (MAP, DAP), while recovering other metal salts. “Our main goal is to recover phosphorus without generating any waste — to recycle everything,” says chief technology officer Willem Schipper.
In the process (diagram), incinerator ash is first treated with acid to generate phosphoric acid. In a second step, a proprietary organic solvent is used to selectively extract this H3PO4, which is then stripped of solvent to produce 75–80 wt.% H3PO4 with very low metals content. Meanwhile, the remaining solids are treated to recover iron and aluminum salts as side products, leaving behind an insoluble, inert-mineral stream in which heavy metals are fixed. The process is flexible, so that the phosphate can alternatively be recovered as a MAP or DAP flame retardant and fertilizer in a simple add-on step.
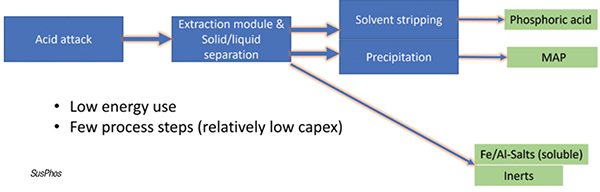
The SusPhos process uses an order of magnitude less water and energy, when compared to alternative phosphorus-recovery methods that require energy-intensive water evaporation to concentrate the acid or salt solutions, says Schipper.
The company is simultaneously carrying out the basic engineering and design for a full-scale plant that can treat 50,000 ton/yr of incinerator ash. “We are ready to offer a ‘ripe’ technology for when it is needed,” says Schipper, who expects a first plant within the next two years. In Germany, for example, phosphorus-recovery from sewage will be required in 2029, he says.