
As environmental regulations continue to get tighter regarding oxides of nitrogen (NOx) and other emissions, makers of burners and incinerators are working to develop equipment that not only meets or exceeds permissible emission levels, but also surpasses traditional operational capabilities.
"It is true that environmental regulations are pushing us to come up with better technology," says Roberto Ruiz, vice president of process burners with John Zink Co. (Tulsa, Okla.) "But the real challenge is in finding that perfect balance between meeting the emissions requirements and making sure we enhance the operating envelope of the equipment. We are doing a good job in that area."
Building A Better Burner
For example, until recently ultralow-NOx technology, which is helpful in keeping NOx emissions down to single-digit parts-per-million levels, has been known to have certain operational limitations. "The challenge has been how to incorporate ultralow-NOx technology with broader capabilities," says Ruiz.
Traditional ultralow-NOx technology presented some issues, such as low turndown capabilities and longer flames that didn’t work in retrofit situations. However, Ruiz says John Zink’s new Halo Burner, a multi-stage process-burner system that combines a "breakthrough" ultralow-NOx technology along with improvements in performance dimensions, will eradicate these issues.
The burner is designed with three combustion stages, instead of the typical two seen in most low-NOx burner designs, to help increase the turndown range. In the primary flame stage, a constant flame source significantly expands the burner turndown range while COOLmix technology helps minimize prompt NOx formation in the fuel-lean mixture. During the secondary flame stage, which is a fuel-stage zone combined with internal fluegas recirculation, the tile geometry creates surfaces that allow boundary layer attachment for enhanced stability. And in the final tertiary flame stage, an enhanced fuel-staging region combines along the outer tile surface for improved fluegas entrainment and lower peak-flame temperatures, allowing a reduction in thermal NOx formation.
The stability of the flame results in expanded operations to achieve extreme turndown ratios that were not possible with conventional technology.
The Halo also offers a small flame diameter that results in less burner-to-burner interaction. This compact flame-length characteristic provides the benefits of ultra-low technology in retrofit furnaces in all furnace types — even where it was not previously possible.
And, a bonus attribute, says Ruiz, is the flexibility to operate with a variety of fuels. "In the past, having an ultralow-NOx burner that could operate over a broad range of fuel compositions has been a challenge, but new technology allows the Halo to be capable of this," he says.
A variety of fuel compositions can be used with the same burner tips. Normally, adjustments are not necessary to accommodate different fuel types, saving time and money.
Also looking to enhance the operating envelope of their boiler burners, John Zink has recently introduced an improvement to its burner technology that allows users to achieve less than 5 ppm NOx with only a burner; no selective-catalytic-reduction (SCR) unit is required.
"There are several benefits to achieving these low NOx levels within the burner itself as opposed to using an SCR on the back end," says Tim Webster, general manager of John Zink’s Gordon-Piatt group. He says from a capital perspective it’s a little less expensive and it’s easier to operate, but the biggest driver is that the SCR cleanup systems typically require an injected medium such as ammonia to scrub out the NOx.
"That’s another chemical users have to bring onsite with special storage and disposal requirements, and it’s another continued operating cost," says Webster. "Another issue with SCR is that every five-to-ten years the catalyst beds become saturated and have to be replaced, which can be another significant cost."
With a similar leap towards improving operations while cleaning up emissions, Hamworthy Combustion (Houston, Tex.) is offering an ESP (Enviromix Split Phase) ultralow NOx burner for petrochemical plants to help meet expected ultralow-NOx levels associated with BAT (best available technology) of ethylene and petrochemical applications while reducing problems associated with the de-coke run and turndown operation of the furnace.
"With some burners, the heavy gases associated with de-coke runs can result in poor mixing of fuel to air, and this can result in carbon deposits on the nozzles," says Andy Castell, general manager (process). "When the firing rate of the burner is taken back up to normal operation, the actual orifices of the nozzle have sometimes become blocked by carbon deposits and as a result a poor flame condition is seen. This can be a problem, especially with low-NOx and ultralow NOx burners."
Hamworthy Combustion, however, has devised the ESP burner up-shot furnaces used in ethylene crackers and steam reformers, and extended this design to its ESC burner for process furnaces. While the burner is suitable for ultralow-NOx applications, the large single-orifice, main-gas-nozzle design eliminates the possibility of gas tip plugging due to heavy fuel gases. The combustion design allows for low excess air and NOx levels to be maintained over the full operating conditions, including de-coke and hot steam standby. The internal superheating of the fuel gases provides extreme flame stability with turndowns in excess of ten to one. And, like the Halo, the ESP burner can operate with a wide range of fuel gases, from ethylene to hydrogen.
Improving Incinerators
As combustion equipment manufacturers develop new and better low-NOx burner technologies, they are beginning to apply similiar principles and techniques to incineration equipment.
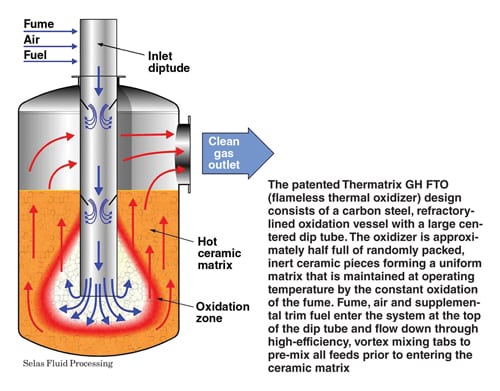
Selas Fluid Processing Corp. (Blue Bell, Pa.), for example, is touting its Thermatrix flameless thermal oxidizers as the state-of-the-art combustion technology.
Flameless thermal oxidation is a process that thermally reacts combustible gases or atomized liquids, or both, with an oxidizing agent to convert combustible compounds to their oxidized state and release heat without flame. This is accomplished by heating the compounds to reaction temperature under controlled conditions in a specially designed reactor that absorbs and dissipates the heat of the reaction. This maintains a stable oxidation zone at a precise temperature and residence time sufficient to compensate for fume flow and composition.
There are several advantages of flameless thermal oxidation, according to Gene Irrgang, product manager, oxidation technologies. Ultralow NOx levels of less than 2 parts per million, as well as dioxin and furans emissions of less than 0.1 ng/m3 TEQ (toxic equivalents) can be achieved via the technology. Further, the destructive process produces no secondary organic-waste stream. And, in line with enhancing the operational envelope while reducing emissions is the fact that the Thermatrix models offer energy efficient operation, stable operation when responding to variable organic loading, a completely inert matrix with no catalyst to foul and a turndown capability that better addresses minimum baseload conditions, thus reducing operating costs.
Selas isn’t alone when it comes to improving the operational capabilities of its equipment.
For example, Terry Dark, senior applications engineer with Zeeco, Inc., (Broken Arrow, Okla.) says that as thermal treatment of wastes becomes the premier method of disposing of hazardous and non-hazardous wastes, many new, updated incinerators are being developed to safely and effectively dispose of waste streams such as tail gas, acid gas, chlorinated hydrocarbons, waste gases and waste liquids. But with the rising price of electricity and fuels, Zeeco is incorporating waste-heat-recovery equipment to reduce operating costs or provide steam for other plant operations at the same time they are reducing emissions.
For example, this technology is being applied to sulfur incineration equipment, which is one of the biggest markets for incineration equipment now. Zeeco’s Claus Plant, a sulfur recovery unit, is used to recover elemental sulfur from tail gas — streams containing hydrogen sulfide. The reaction chemistry is the partial oxidation of H 2 S to elemental sulfur and the total oxidation of any hydrocarbons.
To optimize operations, reduce costs associated with wasted heat and remove harmful pollutants, these systems are generally custom-engineered as a package that includes six main pieces of equipment: an acid gas burner, reaction furnace or thermal reactor, the waste-heat boiler, in-line reheat burners, catalytic reactors, and the acid gas (or tail gas) incinerators.
Similarly, John Zink is also leaning towards providing "mini plants" that include the added bonus of waste-heat-recovery components, according to Rick Iwamoto, vice president of John Zink’s thermal oxidizer group. He adds that one of the latest improvements to the technology is the combination of combustion with heat recovery using a membrane-wall heat-recovery unit. "We’ve actually integrated the combustion and heat recovery in a common vessel," says Iwamoto. "This allows some applications to do both the firing and the heat recovery in the same device."
Such improvements may only be the tip of the iceberg, according to the experts. Innovation in the combustion industry is expected to increase as the trend toward upgrading burners and incinerators continues, says Thomas McGowan, president of TMTS Associates, Inc. (Atlanta, Ga.) "Both regulatory actions regarding NOx, SO2 and other emissions and the need for increased fuel economy are pushing more chemical processors to upgrade their combustion equipment," says McGowan. "And manufacturers will continue to develop new technologies to meet new regulations and needs."
New Tools for Cleaner Combustion ProcessesWhile the bulk of emissions reductions comes from the combustion equipment itself, there are several new tools available that can help further clean up the combustion process. Emerson Process Management (Solon, Ohio) recently upgraded its Rosemount Analytical X-Stream oxygen analyzers to improve efficiencies of large boilers and furnaces and provide immediate reduction of carbon dioxide emissions with minimal investment. The combustion fluegas analyzers provide information to control the fuel-to-air ratio of the burner, much in the same way it is done in today’s automobiles. The X-Stream O2 probe now offers improved AccuMax accuracy specifications, extended temperature capability and probe lengths up to 18-ft long to satisfy the needs of the biggest boilers and furnaces. According to Doug Simmers, worldwide product manager for Rosemount Analytical, large furnaces typically have many burners delivering fuel and air into the combustion zone, which may be the size of a 10-story office building. Balancing the burners maximizes heat rate efficiency and also minimizes the potential damage to the furnace from flame impingement, tube leaks, excessive soot, slagging and other potential operational problems. To achieve balance and avoid these problems, many facilities use permanently mounted O2 probes at different locations inside the fluegas duct and average the readings inside the control system to optimize the total furnace fuel-to-air ratio. Readings from the O2 probes also provide an indication of the stratification of flue gases inside the furnace. "Many traditional O2 analyzers have a fixed insertion depth, and engineers had to guess at the best placement of the probes," says Simmers. "The new longer probes not only reach further into these large ducts, but they now have the ability to be adjusted after installation so the entire width of the fluegas duct can be characterized." The new line of probes is designed to be repaired without removing the probe from the furnace duct. Additionally, they can provide indication of reducing conditions that may occur inside the furnace during plant upsets. And, a new tool for clean combustion design in gas turbine applications has been launched by Reaction Design (San Diego, Calif.). Energico, a complex system-design-simulation tool, works by applying detailed chemistry technology to solve the toughest gas-turbine engineering problems related to emissions reduction and stability. The product enables virtual simulation of combustion stability so engineers can pinpoint and assess the causes of lean blow-off, a major issue in gas turbine design. Other modeling tools such as computation-fluid-dynamics (CFD) software do not support the level of chemistry detail necessary to model lean blow-off and are much more time intensive while providing less accuracy and modeling stability, says Bernie Rosenthal, CEO of Reaction Design. "Energico delivers high-quality predictions across a broad operating envelope, including diverse fuel sources and variable environmental conditions and usage scenarios," says Rosenthal. "We believe this technology will be a catalyst in advancing the use of sustainable fuels and reducing environmental impacts in turbine engines." Reaction Design is also addressing combustion modeling with regard to emerging regulations governing emissions of oxides of nitrogen (NOx), carbon monoxide, hydrocarbons and particulates. Energico can simulate the chemistry performance for any continuous-flow combustion device using virtually any type of fuel to predict its emissions output. User-defined algorithms within the tool can be fully customized for specific requirements targeted at applications such as gas turbines, boiler and furnace burners, flares and incinerators and continuous chemical reactors. While chemical processors would not have this simulation software in house, the tool would allow an applications engineer for a turbine company to take the input of a customer in the chemical process industries (CPI) who would like to know the effects of burning methane or other opportunity fuels instead of natural gas in the facility’s turbines and determine the expected outcome. |
Combustion Equipment and Service Providers:AE&E-Von Roll www.vonrollinc.com Bekaert Corp. www.bekaert.com Emerson Process Management www.emersonprocess.com John Zink Co. www.johnzink.com Hamworthy-Combustion www.hamworthy-combustion.com Reaction Design www.reactiondesign.com Selas Fluid Processing www.selasfluid.com TEI Struthers Wells www.teistruthers.com TMTS Associates tfmcgowan.home.mindspring.com Todd Combustion Group www.toddcombustion.com Zeeco www.zeeco.com |