Engineering design of a demonstration plant is underway for a process that pyrolyzes natural gas into hydrogen and solid carbon. The process was developed by C-Zero Inc. (Goleta, Calif.; www.czero.energy), a company set up in 2018 to develop and commercialize methane pyrolysis (thermal decomposition without combustion), a process known for decades and investigated recently at the University of California-Santa Barbara (www.ucsb.edu) using high-temperature molten metal and molten salt catalysts. Construction of the plant is slated to begin by the end of 2021.
 “C-Zero’s technology leverages abundant natural gas as a source of low-cost hydrogen while avoiding the CO2 emissions usually associated with fossil fuel resources,” says Eric McFarland, C-Zero chief technology officer. The process is designed to replace steam-methane reforming (SMR) for hydrogen generation in applications such as ammonia production and petroleum refining, as well as to produce emissions-free H2 for electric power generation and fuel cells.
“C-Zero’s technology leverages abundant natural gas as a source of low-cost hydrogen while avoiding the CO2 emissions usually associated with fossil fuel resources,” says Eric McFarland, C-Zero chief technology officer. The process is designed to replace steam-methane reforming (SMR) for hydrogen generation in applications such as ammonia production and petroleum refining, as well as to produce emissions-free H2 for electric power generation and fuel cells.
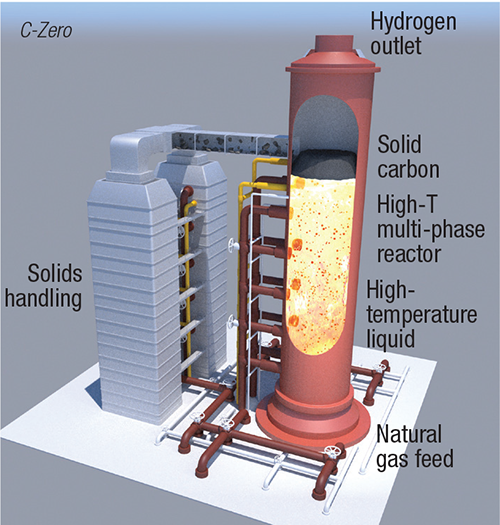
The C-Zero process is carried out in a uniquely configured reactor (figure) using the company’s high-temperature liquid media as a pyrolysis catalyst. “A main challenge in pyrolysis is establishing an effective way to introduce heat into the reactor, which required an innovative design,” McFarland explains. In addition, the process required innovations in materials of construction, heat exchange and an efficient method to remove solid carbon, he says. “While the chemistry is seemingly simple, the details of designing a cost-efficient process are challenging,” McFarland adds.
The H2 purity is matched to the requirements of the application, and the pyrolysis reaction is tolerant of the contaminants usually encountered with natural gas, McFarland points out.
McFarland says capital expenditures for the process should be lower than those for SMR, and the operational cost is already competitive with SMR if an effective cost of $35–60/ton of CO2 is assigned in a cap-and-trade or carbon-tax scheme. The solid carbon can be sequestered permanently at low cost in abandoned coal mines, he notes.
In February, C-Zero announced investments from Breakthrough Ventures, AP Ventures, Eni S.p.A. and Mitsubishi Heavy Industries Ltd.