Steam is commonly used across the chemical process industries (CPI) for a variety of end uses, including process heating, mechanical drive, moderation of chemical reactions and fractionation of hydrocarbons. Heat exchangers, turbines, fractionating towers, stripping columns, and reaction vessels are examples of equipment types for which steam is used. As the steam’s energy is transferred to the system (for example, by the transfer of its latent heat to a process fluid, or by transforming its energy to mechanical work to drive rotating machinery), the steam condenses and is removed as a liquid via a steam trap. This one-page reference reviews the operation of steam traps and outlines the different types of steam traps available.
Steam trap function
Steam traps are automatic valves that remove condensate (condensed steam) and non-condensable gases (such as air) without allowing steam to escape. Steam leaks sap the efficiency of the steam system. In general, steam traps work by keeping steam in the system’s “steam loop” while extracting air and condensate (water) and redirecting it to the “condensate loop.”
If steam traps do not function properly, excess steam will flow through the end-use device or the condensate will back up into it. Excess steam loss will lead to more costly operation, while condensate backup will reduce performance and may lead to waterhammer [1].
Steam traps should be located at the lowest natural and incidental low points (low points created by closing a valve) in the steam system. Steam traps are often installed at the following locations: Placed at 50- to 150-ft intervals of straight pipe; after every heat exchanger; and at every place where there are changes in elevation or pressure.
Steam trap purposes
Steam traps serve several important functions in industrial operations, including the following:
Preventing steam waste. Steam traps automatically drain condensate from steam systems while keeping live steam from escaping.
Saving energy. Steam traps help prevent steam leaks, which can waste energy.
Removing non-condensing gases. Steam traps remove air and other non-condensing gases from the system.
Protecting equipment. Steam traps protect steam systems from damage caused by prolonged exposure to condensate, such as corrosion and inconsistent heat delivery.
Ensuring efficient heating. Removing air from the system ensures even heating and delivers steam in as dry a state as possible.
Steam trap types
Steam traps generally fall into one of three main categories: mechanical, thermodynamic and thermostatic. These categories are described in the International Organization for Standardization (ISO; Geneva, Switzerland; www.iso.org) standard ISO 6702: 1982 [2].
Thermostatic traps. Thermostatic traps use temperature differential to distinguish between condensate and live steam. This differential is used to open or close a valve. Under normal operating conditions, the condensate must cool below the steam temperature before the valve will open. Common types of thermostatic traps include bellows and bimetallic traps [1].
Mechanical traps. Mechanical traps sense the difference in density between condensate and live steam and use that to produce a change in the position of a float or bucket. This movement causes a valve to open and close. Several mechanical trap designs are based on this principle, including ball float, float and lever, inverted bucket, open bucket and float and thermostatic traps (Figure 1).
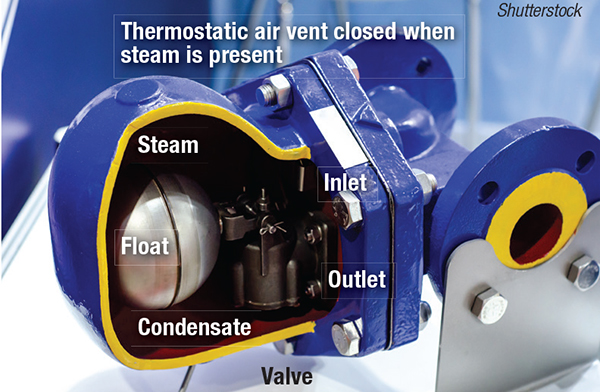
FIGURE 1. This cutaway view shows the internal components of a float-and-thermostatic steam trap
Thermodynamic traps. Thermodynamic traps operate according to changes in fluid dynamics, using the difference in kinetic energy (velocity) between condensate and live steam to operate a valve. The disc trap is the most common thermodynamic trap, but piston or impulse traps are sometimes used.
Steam trap failure modes
When steam traps fail, it is usually in one of two ways: by leaking live steam or by failing to discharge condensate, either partially or fully.
Hot-leaking failures. Steam traps can develop leaks if dirt prevents the valve from fully closing. This reduces the efficiency and effectiveness of the steam system.
Cold-blocked low-temperature failures. If the valve fails to open, condensate can back-up into steam headers, resulting in wet steam and waterhammer. In process heating applications, a backup of condensate can cause the heating temperature to drop. This, in turn, can affect product quality.
Condensate impurities. Often, a significant portion of the steam condensate is recovered and returned to the boilers. Depending on the plant processes the steam serves, the condensate may contain impurities that include acidic compounds, organic compounds or mineral salts. These impurities can cause corrosion and failure of condensate-return piping and equipment, and they can potentially result in steam-generator corrosion and fouling.
References
1. Department of Energy, Energy Efficiency & Renewable Energy Office, “Improving Steam System Performance: A Sourcebook for Industry, 2nd ed.,” U.S. Department of Energy, 2012.
2. International Organization for Standardization, Automatic Steam Traps, ISO 6704:1982, www.iso.org.
3. Risko, J.R., Why Bad Things Happen to Good Steam Equipment, Chem. Eng., March 2015, pp. 50–58.