Process hazards analyses (PHAs) are structured reviews during the engineering design process intended to detect potential hazards that were not addressed by the design team. This one-page reference describes commonly employed PHA methods.
PHA methods
PHAs are often conducted or moderated by a specialist, with participation by the design team, owner’s employees or experienced operators. Several PHA methodologies exist, each suitable for specific purposes and for certain phases of project development and plant lifecycle (Figure 1).
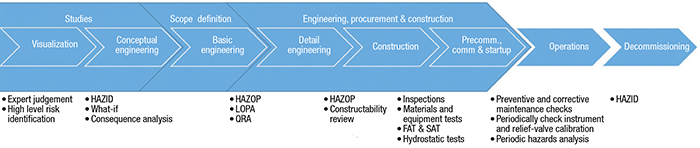
FIGURE 1. Typical hazards analyses that are used throughout a CPI project lifecycle
Consequence analysis. This method quantitatively assesses the consequences of hazardous material releases. Release rates are calculated for the worst-case and alternative scenarios. Toxic points are defined and release duration is determined.
Hazard identification analysis (HAZID). HAZID is a preliminary study performed in early project stages when hazardous material, process information, flow diagrams and plant location are known. It is generally used later on to design the preliminary piping and instrumentation diagrams (P&IDs).
What-if. This is a brainstorming method that uses questions starting with “What if…?,” such as “What if the pump stops running?” or “What if the operator opens or closes a certain valve?” Participation by experienced staff is important to foresee possible failures and identify design alternatives to avoid them.
Hazard and operability study (HAZOP). This technique has been a standard since the 1960s in the chemical process industries. It is based on the assumption that there will be no hazard if the plant is operated within design parameters, and analyzes deviations of the design variables that might lead to undesirable consequences for people, equipment, environment, plant operations or company image. If a deviation is plausible, its consequences and probability of occurrence are then studied by the HAZOP team. Usually, an external company is hired to interact with the operator company and the engineering company performs this study. Evaluating risk involves multiplying the consequence level by the frequency of occurrence.
Layer-of-protection analysis (LOPA). This method analyzes the probability of failure of independent protection layers in the event of a scenario previously studied in a quantitative hazard evaluation like HAZOP. It is used when a plant uses instrumentation independent from operation (safety instrumented systems to assure a certain safety integrity level (SIL)). The study uses a fault tree to study the probability of failure on demand (PFD) and assigns a required SIL to a specific instrumentation node. For example in petroleum refineries, most companies will maintain a SIL equal to or less than 2 (average PFD ≥10−3 to <10−2), and a nuclear plant will tolerate a SIL 4 (average PFD ≥10−5 to <10−4).
Fault-tree analysis. Fault-tree analysis is a deductive technique that uses Boolean logic symbols (that is, AND or OR gates) to break down the causes of a top event into basic equipment failures or human errors. The immediate causes of the top event are called “fault causes.” The resulting fault-tree model displays the logical relationship between the underlying basic events and the selected top event.
Quantitative risk assessment (QRA). QRA is the systematic development of numerical estimates of the expected frequency and consequence of potential accidents based on engineering evaluation and mathematical techniques. The numerical estimates can vary from simple values of probability or frequency of an event occurring (based on relevant historical data), to very detailed frequency modeling techniques. The events studied are the release of hazardous or toxic materials, explosions or boiling liquid expanded vapor explosion (BLEVE). The results of this study are usually shown on top of the plot plan.
Failure mode and effects analysis (FMEA). This method evaluates the ways in which equipment fails and the system’s response to the failure. The focus of the FMEA is on single equipment failures and system failures.
Timing
Methods have more impact in some design phases than others. For example, if a consequence analysis is not performed in a conceptual or pre-FEED (front-end engineering and design) phase, important plot-plan considerations can be missed. Others, like HAZOP, cannot be developed without a control philosophy or P&IDs, and are performed at the end of FEED or detailed engineering (or both) to define and validate pressure safety valve locations and other process controls and instrument safety requirements. QRA or LOPA (or both) are done after HAZOP to validate siting and define SIL levels and meet the level required by the plant.
Editor’s note: This column was adapted from the following article: Giardinella, S., Baumeister A. and Marchetti, M. Engineering for Plant Safety, Chem. Eng. August 2015, pp. 50–58.