In the chemical process industries (CPI) it is relatively common to use a homogeneous two-phase flow model to predict the pressure drop through the shell-side of horizontal heat exchangers that handle two-phase mixtures. Recent experimental studies reported by HTFS [1, 2], however, have shown that this approach leads to overprediction of pressure drop and to overprediction of thermal performance. As a result, many designs are flawed and perform below expectations.
Homogeneous model vs. data
 |
 |
 |
 |
 |
 |
 |
 |
|
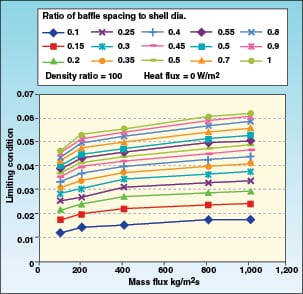
Figure 8. For a fluid having a density ratio of 100 (typical of an organic
substance having a molecular weight of 100 being vaporized at an absolute pressure of 2 bar), large baffle spacing is favored. Given such spacing, the maximum quantity of liquid that should be vaporized in the reboiler (y-axis) is around 5% |
 |
|
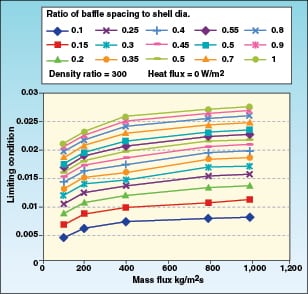
Figure 9. When the density ratio is 300 (typical of boiling an organic
substance having molecular weight of 70 at atmospheric pressure), the limiting baffle-space inlet conditions dictate that the maximum quantity of liquid that should be vaporized in the reboiler is just 2.5 %. This suggests that such duties are best undertaken in a vertical thermosiphon reboiler |
 |
 |
|
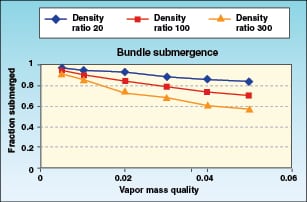
Figure 11. Here, bundle submergence (see Figure 10) is presented
for only the important range of inlet quality (up to 5%) |
Doo and others [1, 2] studied the evaporation of R134A in a TEMA AEW type heat exchanger fitted with 97 tubes of 1,240 mm length. Three different baffle arrangements were studied. In the first series of tests the unit was fitted with six vertically cut baffles (providing a horizontal side-to-side flow). The baffle pitch was 156 mm. In the second series of tests the orientation of the baffles was changed such that the flow was vertical. In the final set of tests the unit had only four baffles (with a baffle pitch of 260 mm) and flow was again side-to-side.
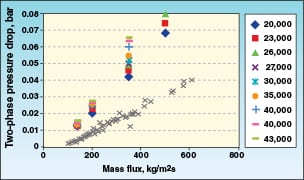
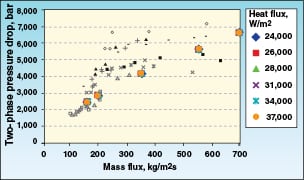
The first step taken in the analysis was a comparison between the predictions of a “homogeneous” model for two-phase pressure-drop with the experimental measurements. For all test conditions it was found that the homogeneous model grossly overpredicted the pressure drop. The comparison for the first series of tests is shown in Figure 1.
The homogeneous model overpredicts pressure drop by a factor between 2.5 and 4. This overprediction is an indication that significant separation of liquid and vapor phases is occurring within the heat exchanger.
This means that design codes that use a homogeneous model will not yield accurate predictions of pressure drop, re-circulation rate or heat transfer. It also has significant implications for re-boiler design.
Alternative flow models
When a homogeneous model overpredicts pressure drop, it is a strong indicator that phase separation is taking place. This article uses a stratified flow model (similar to the one proposed by Doo [2]) to model two-phase flow in a bundle fitted with baffles having a vertical cut (thereby promoting side-to-side flow) and a “stream analysis model” for two-phase flow through exchanger shells for bundles fitted with baffles having a horizontal cut (thereby promoting vertical flow). The aim is to help identify potential design limitations and define safeguards for avoiding them.
The predictions of the model are compared with the experimental data published by HTFS. In the case of side-to-side flow, the stratified model (as also reported by Doo [2]) provides good prediction of observed pressure drops and heat transfer coefficients.
In the case of vertical flow, reasonable predictions of pressure drop and heat transfer are obtained for cases in which the mass flux exceeds 200 kg/m2s. Below this value the heat transfer is significantly overpredicted.
Significance of phase separation within the bundle
Side-to-side flow. With side-to-side flow, phase stratification can lead to large areas of tube bundle being wetted only by liquid entrained by the vapor issuing from the baffle space. This will result in poor heat transfer in the tube rows at the top of the bundle. It can also cause excessive fouling in these regions and in some cases tube erosion and corrosion.
As noted by Doo [2], by using a stratified flow model it is possible to predict the effect that vapor generation has upon bundle submergence. Charting of these values can provide a guide to reboiler design.
Vertical flow. Phase separation also occurs where vertical up-and-down flow is selected. As already noted for this arrangement, a two-phase stream analysis model provides good predictions of pressure drop and heat transfer.
However, good agreement was only obtained for flows providing a mass flux in excess of 200 kg/m2s. What is happening at lower flows? Here the stream analysis model predicts very high vapor-mass quality within the center of the bundle itself, suggesting that dry-out is occurring within the bundle.
The role of the flow models. With side-to-side flow we can specify a minimum bundle submergence. With up and down flow we can specify a maximum vapor quality for the core of the exchanger. Using the flow models, we can then determine the conditions under which these constraints are met. These conditions can then be used to control design.
About our models
Side-to-side flow. For modeling side-to-side flow, we opted for a “stratified flow” model very similar to that proposed by Doo [1], the main difference being that we consider that flow consists of a gas stream and a liquid-rich layer containing the vapor generated within a given baffle space. The assumption is made that liquid and gas separate at each baffle edge and flow through the exchanger separately. Since, the change in vapor-mass quality occurring within a single baffle space is small, we chose to model the flow as one liquid stream and one vapor stream. The “interface” between these streams is such that each stream exhibits the same pressure drop. So, the pressure drop encountered when the vapor stream flows alone and when the liquid stream flows alone are calculated.
Position of the interface is given by:
Where Z is the fraction of the bundle immersed in liquid and X tt is the Lockhart-Martinelli parameter. Knowing the position of the interface it is possible to calculate the two-phase pressure drop.
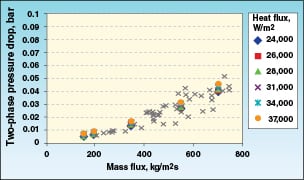
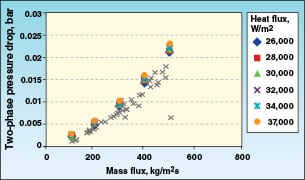
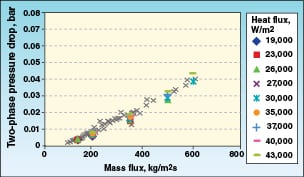
Comparisons between the experimental data and the predictions of this model for the first series of tests are given in Figure 2. Those for the unit fitted with four baffles are given in Figure 3. The predictions compare well with the experimental data.
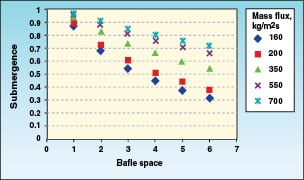
The significance of the new model is the ease with which the bundle “submergence” is calculated. This is found to vary significantly across the heat exchanger. In Figure 4 we show the predictions for the first test section under a range of mass fluxes. We observe a serious decline in submergence as the vaporization progresses. (The presence of a vapor only zone was detected experimentally by Doo and others using thermocouples at the end of individual exchanger tubes).
This decline is confirmed by analysis of the heat transfer data. In this analysis the heat transfer in the vapor zone is very much lower than that occurring in the boiling zone, and can be ignored. The heat transfer coefficient (α) in the boiling zone was calculated using a model of the form:
The nucleate boiling term (α NB) is calculated using a modified form of the Gorenflo-Leiner correlation [3]. The convective heat-transfer coefficient (α FC) is that encountered when the liquid flows through the submerged section of the bundle.
Vertical flow.For up-and-down flow, where the vapor mass fraction of the mixture flowing through the bundle is much larger, the convective term was calculated using
Where the void fraction (εG) is calculated with the Armand equation, and α Lis for liquid flowing alone:
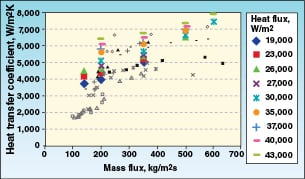
Predicted and observed heat transfer coefficients for the first series of tests are compared in Figure 5.
Pressure drop during vertical two-phase flow through tube bundles is calculated using a modification to the “stream analysis” method proposed by Wills and Johnston [4] for single-phase pressure drop.
With two-phase flow it is assumed that the bypass, the tube-baffle leakage and the shell-to-baffle leakage streams consist solely of liquid. Two-phase flow is only present in the cross-flow and window regions of the bundle.
Predictions of this model are compared with the experimental measurements in Figure 6. Heat transfer predictions are compared with experimental data in Figure 7.
Guide for design
The following is a design guide for the limiting conditions.
Vertical flow. In line with the observations made above, the maximum acceptable core quality is set at 0.7. The model is then used to determine how reboilers operating under other conditions will behave. The flow conditions at entry to the final baffle space that yield a core quality of 0.7 are determined. These conditions are found to be dependant upon the ratio of liquid to vapor density, upon mass flux and upon the ratio of baffle spacing to shell diameter.
In Figure 8 we present a plot of limiting inlet conditions for a fluid having a density ratio of 100. (Typical of an organic substance having a molecular weight of 100 being vaporized at an absolute pressure of 2 bar). Large baffle spacing is favored. Given such spacing we observe that the maximum quantity of liquid that should be vaporized in a reboiler on this duty is around 5%.
An increase in density ratio has a very large effect upon the limiting conditions. In Figure 9 we present the limits when the density ratio is 300 (typical of boiling an organic material having molecular weight of 70 at atmospheric pressure). Here the maximum quantity of liquid that should be vaporized in the reboiler is just 2.5%. This suggests that such duties are best undertaken in a vertical thermosiphon reboiler.
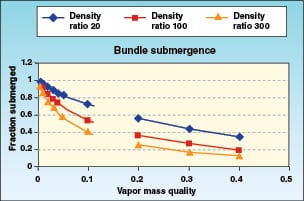
Submergence in side-to-side flow. We can also produce plots of bundle submergence for a range of density ratios and flow conditions. For the stratified model presented here the submergence is independent of mass flux. In Figure 10 we present plots for density ratios of 20, 100 and 300 across a full range of inlet vapor qualities. The important range is inlet quality of up to 5%. Values in this range are shown in Figure 11.
References
1. Doo, G., McNaught, J.M., and Dempster, W., Shellside evaporation in TEMA E-Shell: Flow Patterns and transitions, Applied Thermal Eng.,24,1195–1205, 2004.
2. Doo, G., Dempster, W. and McNaught, J.M., Improved prediction of shell side heat transfer in horizontal evaporative shell and tube heat exchangers, Heat Transfer Eng., 2008,29(12),999–1007
3. Vazquez-Ramirez, E.E., Polley, G.T., and Riesco, Avila M.J., Engineering Equations for the Estimation of Heat Transfer in Pool Boiling and Flow Boiling During Upward Flow in Tubes, AMIDIQ XXX, Mazatlan, Mexico, May 2009.
4. Wills, M.J.N. and Johnston, D., “A new and accurate hand calculation method for shell side pressure drop and flow distribution”, 22nd Natnl. Heat Transfer Conf., ASME, New York, 1984.
Authors

Graham T. Polley, currently co-supervises a group of research students at the University of Guanajuato, Mexico ([email protected]). This group works on the design of integrated systems, fouling in refinery pre-heat trains, fouling in compact heat exchangers, two phase flow experimentation and the design of integrated distillation schemes. Polly has Ph.D., M.Sc., B.Tech (Hons) degrees from Loughborough University of Technology. He has worked on the development of heat exchanger design methods for around forty years and has published over two hundred technical papers. In 1990 his work on energy saving in oil refineries was recognized by the UK’s IChemE through the award of its Moulton Medal. He is a past president of the UK’s Heat Transfer Society.

José M. Riesco-Ávila graduated in mechanical engineering from the Instituto Tecnológico de la Laguna, México in 1984. He obtained his M.S. degree in 1986 at the Universidad de Guanajuato, México, and his PhD in 2004 at the Universidad Politécnica de Valencia, Spain. Over the last five years, his research activities have included one project funded by the academic administration and two R&D projects funded by industry. His scientific publications include 2 book chapters, 13 articles published in international journals and more than 70 papers at scientific conferences.

Edgar E. Vázquez-Ramirez holds a M.S.Ch.E. degree working in process integration and a Ph.D. in mechanical engineering working in boiling flow and two-phase flow at the University of Guanajuato, México.