Containing fugitive emissions of volatile organic compounds (VOCs) and hazardous air pollutants (HAPs) is a challenge to the chemical process industries (CPI). It has been estimated that these industries account for half of all fugitive emissions, and 60% of these emissions are the result of valve stem leaks. In addition to environmental benefits, effectively containing these emissions can yield significant operational and economic benefits and avoid punitive penalties for non-compliance with regulatory standards. If cap-and-trade or carbon-tax programs become law, then reducing emissions below mandated levels could yield carbon credits or reduced tax liabilities. Overall, emission reduction improves operating efficiency and creates a safer, more productive workplace.
This article describes how to effectively seal valve stems, including leak detection and repair (LDAR); various types of sealing solutions, their advantages and limitations; performance standards and testing; and proper installation.
Environmental impact
VOCs and HAPs are major contributors to ground-level ozone, a significant component in smog, which can cause respiratory illnesses. Some VOCs and HAPs are known or suspected carcinogens. The U.S. Environmental Protection Agency (EPA) prescribes proactive LDAR programs, including identifying leaking components, comparing leakage levels to compliance standards, making the necessary repairs, ongoing monitoring and measurement, recording and maintaining data, taking corrective actions, training and audits. These programs are costly and time consuming, and involve thousands of plant components, such as valve stems, flanged-joints, pump seals, pressure relief devices, end connections and others. Plant personnel devote much time and effort to gathering information, maintaining databases and generating the requisite reports, all for the ultimate objective of stopping leaks.
 |
|
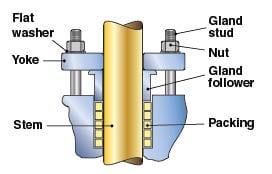
FIGURE 1. This cross-sectional view shows a typical
valve-stem sealing assembly |
To avoid leaks in the first place, the EPA encourages the use of low-leak valve and packing technologies. Current consent decrees are giving attention to the most prevalent method of controlling valve stem emissions — compression packing (Figure 1).
Valve stems
Studies have indicated that leaking valve stems are by far the single largest source of fugitive emissions in processing plants. These emissions can be controlled by following simple guidelines that take into account the valve and its service conditions, the seal supplier’s recommendations, proper seal installation and ongoing performance monitoring.
Obtaining clear input on the type of valve to be sealed and its mechanical condition is the logical starting point. The most-effective sealing solution depends on whether the valve is occasionally actuated, such as a manually operated gate valve, or a continuously actuated control valve. Poorly maintained equipment can cause stem packings to fail, so it is important to inspect the physical condition of the valve for damage to the gland studs or stem, which if bent or gouged can push into or tear the packing.
Next considerations include the temperature, media and pressure to which the valve seal will be subjected, as well as the level of sealing performance required to comply with federal, state and local regulations, consent decrees and company standards. It should be noted that while federal regulations may require seal performance with a maximum leakage of 10,000 ppm, most states and consent decrees mandate 500 ppm and lower. Some local air-quality-management districts may require levels as low as 250 ppm.
 |
 |
 |
|
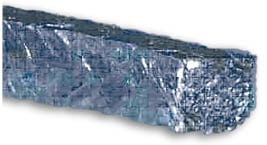
FIGURE 2. Braided, flexible graphite packings deliver
low leak performance for field repacks |
FIGURE 3. Engineered sets are favored by valve builders for low emission performance
|
FIGURE 4. Live loading: Disc spring washers on the gland bolts store energy that can prolong sealing performance
|
Sealing types
Different types of seals have different performance attributes in terms of valve actuation force; interaction of axial compression to radial expansion of the packing; friction; emission level; and the ability to retain and adjust a seal for compliance. There are a number of viable choices for valve stem seals, notably die-formed flexible graphite, braided flexible graphite (Figure 2), engineered seal sets (Figure 3), bellows sealed valves and live-loaded packing sets (Figure 4). The following sections details seal types.
Die-formed flexible graphite
• Flexible graphite with a minimum carbon content of 95% is die-formed into rings with braided carbon or graphite yarn end-rings
• The die-formed rings are flat and come in various densities. Higher density rings are used for higher service pressures
• Temperature capability to 850ºF in atmosphere and 1,200ºF in steam; pressure capability to 4,000+ psig
• Usually capable of 500-ppm leak performance
• This method has been providing adequate emission performance for over 30 years, but may not attain the low leak rates demanded by the most stringent air-quality-management districts, consent decrees and standard performance specified by plant end users
• Rings are made for a specific valve stem and box sizes, and may require adjustment to obtain and maintain low emission results. Multiple-step installation required
Braided flexible graphite (Figure 2)
• 95%+ carbon purity, usually with proprietary yarn treatment
• Wire reinforcement of the flexible graphite yarn is common
• Temperature capability to 850ºF in atmosphere, 1,200ºF in steam; pressures to 4,500 psig
• Capable of <500 ppm and <100 ppm performance
• Introduced in the 1990s, it provides superior emissions performance
• One size braid can be used to pack many different sizes of valves, but may require adjustment at startup to obtain low emission results
• Multiple-step installation; easy field replacement
Engineered sets (Figure 3)
• Combination of die-formed flexible graphite rings of various geometries and densities and braided yarn or braided flexible graphite yarn packings
• Good to 850ºF in atmosphere, 1,200ºF in steam and pressures of 10,000 psig
• Capable of <500 ppm and <100 ppm performance
• Some types date to the emission demands of California 1970s — the first clean air laws
• Superior emission performance • Sets are made to the specific valve stem and box sizes
• Some feature simpler installation procedures to compress the set • Engineered sets are preferred by OEM valve manufacturers wanting low emission performance with assembly line speed of installation
Bellows sealed valves
• Metal bellows seal incorporated into the valve design. Packing type seals are used as secondary seals
• Temperature and pressure capabilities depend on bellows metallurgy, design and construction; should match the pressure class and material rating of the valve
• Virtually zero emissions
• High cost at multiple times that of a standard packed valve
• If the seal fails, there is no possibility of adjustment. The valve must be taken off-line and rebuilt or replaced
• In some cases elongated valve bonnets are required to accommodate the bellow. Space can be an issue
Live loading (Figure 4)
• Disc spring (Belleville) washers are compressed on the gland follower under the gland stud nuts
• Temperature and pressure capabilities depend on the type of seal used; live loading does not enhance these ratings
• Can be used with any packed valve
• Effectively increases the energy in the gland stud bolts. As packing consolidates, there is less degradation of compressive load for better seal maintenance
• Live loading represents added expense, but provides some performance enhancement for valves subject to numerous actuations or thermal cycles
• A good solution for valves that are difficult to monitor and access for future adjustment
• Debate continues regarding its effectiveness since carbon/graphite packings consolidate very little
|
|
|
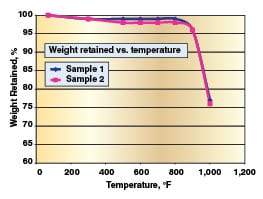
FIGURE 5. This graph shows weight retained |
|
|
|
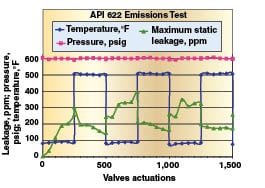
FIGURE 6. An emission test chart for API 622 |
Performance standards
Two standards for valve seal performance are API 622, “Type Testing of Process Valve Packing for Fugitive Emissions” and ISO 15848, “Industrial Valves — Measurement, Test and Qualification Procedures for Fugitive Emissions — Part 1: Classification System and Qualification Procedures for Type Testing Valves.” Introduced in 2006, API 622 provides test methods for fugitive emissions, corrosion and physical characteristics of valve-stem compression packing independent of valve type (Figures 5 and 6). ISO 15848 qualifies the entire valve including its sealing components.
API 622 prescribes only test methodology, whereas ISO 15848 prescribes both test procedure and pass-fail criteria. Other standards include Germany’s TA-Luft for qualifying packing and gasket performance, as well as the standards of individual refiners and chemical processing companies. Table 2 provides the basic criteria of API 622 and ISO 15848.
| Table 2. A comparison of performance standards | ||
| Test Procedure | ISO 15848 | API 622 |
| Media | Helium or methane | Methane |
| Sensing method | Stem seal: Vacuum: Helium Flush: Helium or methane | Modified EPA Method 21 with fixed probe |
| Pressure | 90 psig | 600 psig |
| High temperature | 392F and 752F | 500F |
| Thermal cycles | 7 | 3 |
| Actuation | ≤ 2,500 cycles (on-off valves) ≤ 100,000 cycles (control valves) | 1,500 cycles |
| Pass/fail | Class A: ≤ 10–6 cm3/s/m of stem diameter Class B: ≤ 10–4 cm3/s/m Class C: ≤ 10–2 cm3/s/m | Agreement of manufacturer and end user |
| Adjustments | Limited number and frequency | Limited |
Proper installation
Just as important as selecting the right seal for a particular valve application is making sure it is installed properly. Correct installation insures more even compression of the packing, which results in better emissions performance and longer service life. Begin by referring to the manufacturer’s installation instructions. Then, remove all the old packing, inspect the stem and stuffing box for any visible defects, and replace or repair any worn or damaged components. Next, measure the stem and bore diameters and stuffing-box depth to calculate the correct packing size and number of rings. If using braid, cut the rings to size using a mandrel the same size as the stem or a packing cutter. The rings are usually installed one at a time.
Special care must be taken not to break die-formed flexible graphite rings when installing them over the stem and into the valve’s packing box bore. Installation of engineered sets is governed by manufacturers’ specific instructions. After the packing has been installed, check for proper compression and actuate the valve per the manufacturer’s instructions. Then make any necessary adjustments and monitor performance against the manufacturer’s specifications.
Most manufacturers offer performance guarantees and warranties specific to a particular type of packing. Promising a certain level of emission performance, these guarantees are subject to operating conditions and require installation to the manufacturer’s specifications. Most guarantees are dependent on the equipment’s condition. If valves are worn and require rework, the packing performance guarantee may be rendered null and void. Most valve-stem seals can wear over time, so service life limitations are typically specified in performance guarantees. It is advisable to get these programs in writing to assess their applicability to plant requirements. The latest consent decrees are requiring documentation verifying the leakage performance of low-leak packings and valves as part of enhanced LDAR programs. Most performance guarantees are also contingent upon the credentials of the installers, which are usually trained and certified by the seal manufacturer. Manufacturer site supervision and accountability may also be available, but at a price.
There are a number of basic criteria for high-performance, low-emission valve stem seals. Emissions should be less than 500 ppm using EPA measuring methods. Since the seal may be exposed to flammable media, it should be fire-safe as verified by API 607, API 589 or similar tests. The valve-stem seal should also be capable of maintaining a seal that is thermally cycled and accommodates reasonable actuation force, which is especially important in control valves.
Following this guidance on sealing selection and installation and engaging the expertise of sealing manufacturers and practicing the elements of proactive LDAR will prepare CPI plants for any type of inspection or audit. The rewards of good sealing selection and practices will manifest themselves in regulatory compliance, increased plant efficiency, improved profitability and a healthy work environment. ♦
Edited by Dorothy Lozowski
Author

Jim Drago, P.E. is manager of market research for Garlock Sealing Technolgies (Palmyra, N.Y.; Phone: 315-597-3070; Email: [email protected]). He has worked in the areas of sealing technology, field construction engineering and mechanical design for over 30 years. Drago’s expertise in sealing technology spans 25 years and includes gaskets, compression packing, oil seals and bearing isolator applications as well as product engineering. He has authored a number of articles on sealing practices, fugitive emissions and leak-detection methods, and has contributed to industry standards and guides for API, ASME, EPRI and STLE. Drago holds a B.S. M.E. from Clarkson University.