While NFPA 652 creates a general set of requirements for mitigating explosion hazards, equipment providers improve offerings to assist with compliance
The National Fire Protection Association (NFPA; Washington, D.C.; www.nfpa.prg) recently released the first edition of NFPA 652 Standard on Fundamentals of Combustible Dust, which provides the general requirements for the mitigation of fire and explosion hazards associated with combustible dust particulate solids across all industries and processes. What’s unique about this iteration is that it cross-references existing NFPA combustible dust standards for additional requirements related to specific industries and equipment. “This standard really calls together the intent of all the other NFPA standards into one document,” says member of NFPA 68 & 69 Committees Geof Brazier, who is chairman with BS&B Pressure Safety Management, LLC (Tulsa, Okla.; www.bsbsystems.com). “It’s a great starting point for someone tackling explosion issues because it shows, very clearly, the safety strategies and options available for different kinds of process equipment.”
In addition, a number of new requirements were introduced that were not previously found in existing industry- or equipment-specific standards. Among the most significant is the requirement to perform a dust hazard analysis (DHA) in all operations that generate, process, handle or store potentially combustible dust particulate solids. The standard allows existing facilities three years to phase in the DHA and makes the facility owner responsible for determining whether materials are combustible or explosive and characterizing their properties to support the DHA.
Performing a DHA
“The first step in performing a DHA is determining whether a dust is combustible and, if it is, how combustible it is,” explains Brazier. “The DHA requires processors to understand the combustibility characteristics of the dust they are processing.”
This is where the importance of material testing surfaces. “In order to meet the standards for both the DHA and provide proper equipment, it is essential to have dusts tested by an accredited laboratory,” says David Grandaw, vice president of sales with IEP Technologies (Winfield, Ill.; www.ieptechnologies.com). “This will determine if the dust is explosive, how explosive and how rapidly the pressure rises, which tells providers of explosion protection equipment how much time the system will have to react to an explosion (a lower rate of pressure equals more time to react; a higher rate of pressure equals less time to react). We need to know how aggressively a dust will combust and explode to properly prevent that from happening.”
Many providers of explosion protection equipment offer materials testing services and urge processors not to overlook this step. “Often processors are reluctant to test their dust. They think it’s acceptable to use a value out of a book, but, in reality, not all dusts are the same,” says Bob Korn, director of sales for industrial products with Fike (Blue Springs, Mo.; www.fike.com). “Often there are hybrid dusts generated by a process that might be processing different types of dust at different times. These hybrid dusts can be a challenge.”
Brazier agrees: “Hybrid dusts, in particular, can become complicated because the combustion characteristics are difficult to predict. You can’t assume and make protection decisions based upon information about the individual dust components, because the actual behavior of the hybrid mixture could be very different than what is expected of any of the components.” For this reason, he says it’s important to get specific data regarding the combustion characteristics from an accredited testing facility and then to use that information when performing a DHA. In turn, dust-combustion testing results and reliable sources of more common material-combustion data are considered when reviewing the process to determine where hazards exist in an effort to meet the NFPA 652 requirements, and those of other applicable, industry-specific NFPA standards.
Dealing with the challenges
The next step toward compliance is to work with a company — usually a consultant, an engineering firm or an equipment provider — that can engineer a customized explosion protection solution for each part of the process where a hazard exists (Figure 1). The pros and cons of each type of system — passive (venting) or active (chemical suppression) — should be evaluated for each situation. Often, a facility will end up with a mixture of the two technologies (for information on the available technologies see box “Explosion Protection Systems: 101” on p. 23).
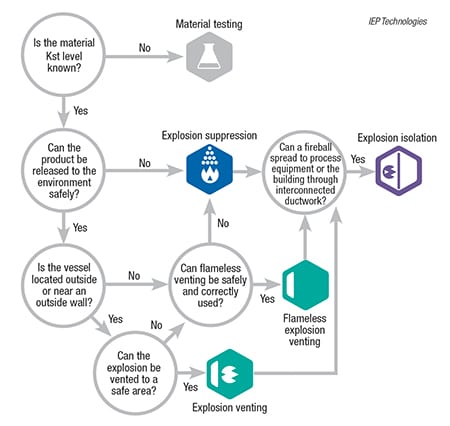
Figure 1. A customized explosion protection approach should be based upon each application. The pros and cons for each type of system should be considered
“Although today’s explosion protection and suppression technology has not changed much, the industry is embracing new delivery and detection technologies that are more sophisticated and better able to help processors overcome challenges they commonly face when safeguarding facilities, people and products from fire and explosion,” says Korn.
Overcoming false alarms
One of the most common challenges associated with active chemical suppression systems is the potential for false alarms, which trigger the system to unnecessarily release suppressant, often ruining product and slowing down production during clean up.
Most suppression systems rely upon pressure detectors to alert the system to the changes in pressure typically associated with an oncoming explosion and then inject dry chemical into the protected area to suppress the fireball and explosion, says IEPs Grandaw. This technology, he says, was based upon a pre-determined setpoint and was sometimes responsible for false alarms.
IEP Technologies now offers a dynamic explosion detector as a component on its chemical-suppression systems to avoid this type of false alarm. The MEX-3 Dynamic Explosion Detector uses “rate-of-pressure rise” to differentiate between an actual explosion and slow process pressure excursions (Figure 2). The detector is programmable to accommodate a range of hazard and process conditions, including vacuum and positive-pressure applications. Typical applications include protection of dust collectors, drying systems, pneumatic conveying systems and reacting vessels. “The value of rate-of-pressure rise detection can be seen where you have a process with varying operating pressures,” says Grandaw. “For example, a dust collector might have pulse-jet technology with varying pressure cycles. A dynamic explosion detector can help filter out false trips and provide immunity to false discharges.”

Figure 2. IEP’s MEX-3 Dynamic Explosion Detector uses “rate-of-pressure rise” to differentiate between an actual explosion and slow process pressure excursions
IEP Technologies
Minimizing cost of ownership
Suppression systems are sometimes associated with a higher cost of ownership because NFPA and other standards require frequent inspection. Also, when a suppression system is triggered, there is usually downtime associated with waiting for a service technician to replace parts and reset the system.
BS&B’s System V (Figure 3) chemical suppression system helps overcome this challenge. The system consists of a sensor and a modular “cannon” comprised of five major components: the cannon body, extinguishing agent canister, actuation mechanism, pressurized nitrogen tank (which is initially shipped unpressurized) and the cannon’s electrical enclosure. “The key to the reduced cost of ownership is in having a design where the extinguishing agent and the nitrogen gas used as an energy source are separate from each other,” says Brazier. “This makes the system user friendly and simplifies refit and maintenance. If a facility keeps spare parts on the shelf and has an employee who has been trained to refit the system, he can do so post-activation, saving lost production time and money. And, due to the modular configuration and initially unpressurised canister, it is easily installed.”

Figure 3. BS&B’s System V chemical suppression system consists of a sensor and a modular “cannon” comprised of five major components: the cannon body, extinguishing agent canister, actuation mechanism, pressurized nitrogen tank (which is initially shipped unpressurized) and the cannon’s electrical enclosure. BS&B Pressure Safety Management
Passive isolation systems
Flap valves, a popular choice in passive isolation systems, operate on the simple premise of using gravity to remain closed when the process isn’t running, but are pushed open by airflow when the process is running. If an explosion were to happen, the explosion pressure wave coming backwards through the pipe (backdraft causes backwards motion), causes the flap to close, blocking propagation of the combustion process from spreading. Recently, though, it was determined that the dust associated with a process may collect in the valve and prevent it from remaining closed, so industry started looking for more reliable isolation valve technology.
Fike recently introduced its ValvEx passive isolation valve (Figure 4) to provide more reliable protection. ValvEx consists of a heavy-duty, coated steel body containing a high-strength, formed stainless-steel flap. It has been designed with high efficiency in mind, which means there is minimal dust drop-out and an aerodynamic design. Air flow opens the flap to allow normal process conveyance conditions. But, when an explosion occurs in the adjacent vessel, the flow reverses, causing the flap to close onto its field-replaceable seal, reliably stopping the explosion pressure and flame propagation. It offers an integrated seal that is field-replaceable and is self re-setting for simplified maintenance.

Figure 4. Fike’s ValvEx consists of a heavy-duty, coated steel body containing a high-strength, formed stainless-steel flap. It has been designed with high efficiency in mind, which means there is minimal dust drop-out and an aerodynamic design.
Fike
“We spent a lot of time in CAD and finite element analysis to develop the aerodynamic design and to minimize pressure drop and dust drop throughout these devices to minimize the potential for dust accumulation. We’ve also added an air-purge system for customers conveying stickier dusts to keep the seal clean and ensure a proper seal in the event the valve is needed,” says Fikes Korn.
Venting for hybrid & metal dusts
Hybrid mixtures — dusts that contain dusts plus solvents or gases — are common in the chemical industry, according to Gerd Mayer, president of Rembe, Inc. (Charlotte, N.C.; www.rembe.us). The usual characteristics, such as the maximum rate of pressure increase and maximum explosion pressure, do not always accurately reflect the effects of an explosion when it comes to metal and hybrid dusts that may contain solvents or gases. Combustion temperatures and energies also have to be considered and that means that protective systems that take into account the special behavior of these dusts have to be developed.
“Often for hybrid dusts containing solvents or gases and metal dusts, you have to have equipment that is approved for these materials,” Mayer says. To answer this need, Rembe introduced the ATEX-approved Q-Rohr-3-6T/6T-AL for indoor flameless explosion venting of dusts, gases, hybrid mixtures and metal dusts (Figure 5). Flame gases with temperatures up to 5,432°F arising in the event of a solvent-containing or metal dust explosion are cooled down to a negligible level by means of energy transfer in a stainless steel filter. The leaking gas volume is reduced and the flames are extinguished. At the same time, the increase in pressure and the noise pollution are decreased. The design of the specially developed stainless-steel mesh filter guarantees dust retention and non-penetration of burnt or unburnt dust particles to prevent the risk of a secondary explosion.

Figure 5. Rembe’s Q-Rohr-3-6T/6T-AL is ATEX-approved for indoor flameless explosion venting of dusts, gases, hybrid mixtures and metal dusts.
Rembe
“Up until a few years ago processors were most interested in passive technologies because they were under the impression that it was much less costly to purchase, install and own these systems,” says Rich Seidel, sales manager with SSI (Breinigsville, Pa.; www.suppressionsystems.com). “But, now more businesses are starting to realize that an investment in an active system is often necessary to ensure safety of personnel, process or product and sometimes makes better business sense. For this reason, and due to the improvements in technologies, we are starting to see a greater diversity of deployment techniques. Processors are better at understanding the strengths and weaknesses of each technology and the placement of the right solution in the right place is the current trend. This is important because this is not an industry where a one-size-fits-all approach is suitable.”