One of the biggest issues related to dust collection is compliance with U.S. Occupational Safety Health Administration (OSHA) and U.S. Environmental Protection Agency (EPA) regulations regarding combustible dusts and air quality. And as both agencies up the ante with tighter regulations and more scrutinizing inspections, it is imperative that processors make sure their facilities are meeting the standards. But the question is, is it possible to meet more stringent standards while running a cost-effective dust-collection operation. The answer, according to dust-collection system providers, is “yes” — with forethought and investments in properly, and carefully selected equipment.
Meeting OSHA safety standards
At the current center of attention is OSHA’s National Combustible Dust Emphasis Program (NEP), which was implemented to reduce the number of fatalities related to workplace explosions. While the program is technically not a standard at the moment, non-compliance with the program has already resulted in more than 5,000 violations nationwide along with fines and required process changes in industries affected by the change, according to Jim Orr, national sales manager with Micro Air (Wichita, Kan.).
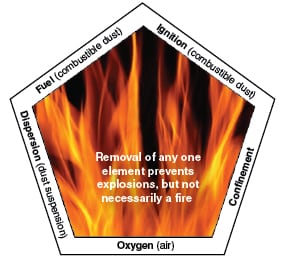
While the main focus of the program is on organic dusts, plastic dusts, wood dusts, coal and other carbon dusts, bio-solids, metal dusts and certain textile materials, OSHA inspectors look for potential ignition sources and the accumulation of dust in the plant that could fuel a secondary explosion, which can occur if an explosion takes place in a dust collector or other equipment.
Typically, primary explosions cause dust accumulations on rafters, floors and other flat surfaces to become airborne in a concentration that, if ignited, could cause a secondary explosion.
OSHA inspectors look for dust accumulations that are a least 1/32-in. thick over a surface area exceeding 5% of floor area. OSHA inspectors may also send a sample of dust to a testing laboratory to determine the level of explosiveness. If the dust is considered hazardous, any dust collector located in the building or outside the building must comply with all applicable National Fire Protection Assn. (NFPA) standards. In addition, the program emphasizes the need for prevention or capture of dust clouds forming from equipment such as grinders, mixers or other dust-producing equipment, making the need for properly outfitted dust-collection systems of utmost importance.

According to NFPA 654 (the standard for prevention of fire and dust explosions), there must be back-blast dampers or suppression systems inline for each process on an explosive application to prevent the propagation of flame waves. Clean air may be returned from the building if the filtration efficiencies are 99.9% or greater, or there is a mechanical damper or suppression system on the exhaust ductwork that meets NFPA standards.
And under NFPA 484, the standard on combustible metals for processes that include aluminum and tantalum, dry type collectors must have explosion venting or suppression and be outdoors. No air can be returned to the building. A wet collector can also be used. For processes using magnesium, niobium, titanium and zirconium, wet collectors must be used.
NFPA 68, the standard on explosion protection by deflagration venting, states that explosion vents shall be located adjacent to a wall within one hydraulic diameter and ducted outdoors to a safe location, or, an approved flameless vent can be used on non-metallic dusts.
Micro Airs Orr says that existing dust collectors can be retrofitted to meet most of these standards via the addition of explosion venting, ledgeless hoppers and hard-pipe barrel lid kits, mechanical back-blast dampers, chemical isolation that includes intake and return air, fast acting valve intake and return, flameless vents for non-metallic dust only (used indoors) or rotary airlocks.
“There is a lot to consider for each application before deciding which approach will work in a particular facility, but it’s important to remember that you don’t cut corners when it comes to safety,” says John Dauber, vice president of sales for U.S. and Canada with Camfil-Farr (Jonesboro, Ark.). “These explosions are dangerous. We test our dust collectors (Figure 1 and 2) to confirm our designs against NFPA standards, and it is amazing to see what a little baggie of cornstarch injected into a collector and blown up can do. It’s sobering to say the least.”
After witnessing some of these test explosions, says Dauber, his company and many others began to dig deeply into the NFPA standards in an effort to better assist customers with making the best choices regarding safety.
EPA’s Clean Air Act
EPA is also ratcheting up its standards regarding emissions regulations. Under the Clean Air Act, the agency’s Ambient Air Quality Standards (AAQS) and the Maximum Achievable Control Technology Standards (MACT) regulations are heading toward the control of fine particulate emissions, PM 2.5. This means more emphasis will be put on dust collection, says Tom Anderson, vice president of pleated products for TDC Filter, Midwesco company (Winchester, Va.).
“The smarter a processor can be with their longterm dust-collection investments, the better off they will be,” he says. “A lot of short-term fixes have adverse effects that end up costing more money over the life of the element.”
Historically, Anderson says, filter bags constructed from polyester felt have been the primary media used in baghouse systems for filtering process dust. However, these bags were designed to meet less stringent regulations and may not meet new emissions standards. In addition, the bags have to be changed frequently and often restrict the throughput of the collector, making it difficult to meet production goals.
 |
|
Figure 3. TDC’s Pleat-Plus pleated filter
elements can revitalize a dust collection system by solving baghouse issues such as lack of capacity, short filter life and low efficiency Midwesco
|
“Sometimes buying the lowest priced filter is not the best choice,” says Anderson. “For example, if your filtrate is gold dust and you install filters weighing 9 lb and remove the elements 120 days later and the filter weighs 16 lb that equals $168,000 of gold dust, rendering the filter cost insignificant. The same analogy can be made for efficiency, energy consumption, filter life and maintenance cost.”
To combat this problem, he says, it is important to have a well-designed collector, properly designed filter and the right media. In many cases, filter bags can be replaced with non-woven, spun-bond pleated elements, which can produce a significant reduction in emissions. The pleated filter elements can also increase a collector’s airflow, save energy and reduce maintenance costs. Additionally, pleated-element designs can reduce wear from abrasive materials, enabling them to last two to three times longer than felt bags in the same environment. They are also easier to change out. Change-out of pleated elements can be completed in about 25% of the time normally needed for conventional bag and cage replacement, lowering the cost of maintenance, says Anderson.
As a Midwesco company, TDC Filter offers Pleat+Plus pleated-filter elements (Figure 3) that can alleviate the baghouse issues described by Anderson, including lack of capacity, short filter life and low efficiency. The non-woven, spun-bonded filter media using a high-efficiency ePTFE-membrane laminate can helps processors achieve filtering efficiencies of 99.99927% for PM 2.5 compliance.
Anderson says that although these filters cost more, they are taking on a larger role in the chemical process industrirs (CPI) because of the value they provide in increasing throughput, higher efficiency, reduced energy cost and lower life cost from an existing baghouse.
Reducing the cost of ownership
Midwesco and TDC Filter aren’t the only manufacturers who emphasize how higher-quality dust-collection equipment can drastically reduce the cost of ownership. Imperial Systems (Jackson Center, Pa.) also offers an improved cartridge filter that is touted as delivering a long filter life, cleaner air and greater cost savings. The DeltaMaxx employs a nanofiber surface that stops submicron particles from entering and becoming embedded into the media beneath the fiber. With a MERV 15 filtration efficiency, the cartridge filter boasts less pulse cleaning. The reason is that dust is easily pulsed off the media because it remains on the surface and the surface loading technology enhances dust cake release, which leads to longer filter life, says Jeremiah Wann, president of the company.
 |
In the same vein, Imperial offers a “next generation” cartridge collector called the CMaxx, which has 10% more filter media than same-sized vertical cartridge collectors, while the internal area of the unit offers 20% more area around the filters, causing more dust to drop in the hopper before attaching to the filters. The collector uses PD (pulse distribution) Technology, which Wann says delivers 100% total pulse distribution across the filter media. “While running tests on other products, we found up to a 30% dead zone across the wall of the filters, and that calculates into 30% less filter area and upwards of 30 to 40% more filter changes over the life of the collector,” explains Wann.
This issue is eliminated with the CMaxx due to the 100% positive cleaning pressure across the wall of the filter. And, the PD cleaning technology also allows the fan to operate at design volume more consistently, which delivers constant ventilation to the source. Without this, users may see dust accumulation and processes that start to weaken over time. VFD technology and electrically actuated dampers are also employed on this collector, which saves energy and helps monitor the capture volume at the source. “It reduces costs, saves energy and helps maintain air pollution levels in the facility,” says Wann. “These are definite ways to reduce the cost of ownership while meeting stringent air-pollution regulations.”
Saving energy is only one way to reduce the total cost of ownership. Another major category is maintenance and disposal, or the time it takes to service the equipment and costs of disposing of the consumables. The consumables, such as filters and media that are replaced over the life of the equipment, are another major area of cost saving focus. Many equipment providers are making improvements in these areas as well to help processors reduce their cost of ownership.
“Cost is always a factor, but more important than the initial investment is the overall effectiveness and efficiency of the equipment,” says Bart Eggert, product manager with Aerodyne (Chagrin Falls, Ohio). “Collection efficiency, operation costs and maintenance requirements are typically the main sticking points when selecting dust collection equipment.”
With that in mind, the company launched its SplitStream Counter Cyclonic dust-collection system (Figure 4), which uses a secondary air stream to boost collection efficiency with fine particulate to meet stricter standards. But the unit also offers lower installation costs since it can be installed vertically or horizontally, and it extends the life of bag and cartridge filters, which reduces labor and material costs.
Camfil-Farr’s Dauber agrees that this is important. “Yes, dust collectors and related filters and media are a necessary evil in that you have to have them to keep the process running, but it is possible to justify the cost with ROI over the life of the collector,” he says. ‘We have proven that our collectors will pay for themselves through reduced maintenance and reduced consumables spending.”
He says that while the equipment offered by his company may be more expensive upfront, the media and cartridges often get double the life of less expensive versions due to the technology and configuration. “And it’s not just the cost of the filter, but the maintenance requirements associated with changing it, as well as the disposal cost, which can be very expensive in the chemical industry depending on material collected and the associated hazards.”
Dauber says when designing collectors such as the Gold Series, the company strives to make maintenance minimal through design. Simple, quick-open, heavy-gauge doors provide access to a cartridge change-out system that doesn’t require entry into the collector. The door is fully reversible for access from either side and has a lock-out feature for worker safety. There are no knobs to lose or drop, no threads to bind, and a mechanically attached seal. No tools are required during change-outs due to the cambar system, which allows simplified change-out of the filter cartridges.
In addition to these maintenance savers, Dauber says studies have shown that with better dust collectors, maintenance costs can be further reduced simply by leaving the facility cleaner, which means workers don’t have to spend as much time maintaining electric motors, controls or other equipment sensitive to dust and that employee health is often improved.